2) нанесение подслоя и герметика:
Подслой наносится для улучшения адгезии некоторых герметиков, в качестве подслоя используют 88 клей или ВТУР.
Нанесение герметика:
- пастообразный герметик наносится шпателем или шприцем.
- раствор наносится кистью или пульверизатором.
- лента прикатывается валиком.
Помещение для герметизации оборудуется особо (изолированно), должно иметь температуру порядка +5 … +35 °С и относительную влажность 60 … 75 %. Вентиляция проточно-вытяжная.
3) выдержка или термообработка герметика:
Для некоторых герметиков требуется повышенная температура, в этом случае нагрев узла производится:
- установка инфракрасного излучения,
- струя воздуха или пара,
- в воздушных печах,
- электрическими матами.
Для ускорения процесса вулканизации можно сделать ТО герметика.
Контроль герметизации.
Существуют:
а) пооперационный контроль:
- контроль клепки;
- контроль процесса герметизации.
б) контроль готовых изделий.
Этапы контроля:
1. проверка герметичности узлов;
2. проверка герметичности отсеков и агрегатов.
Методы контроля:
1. Пневматический.
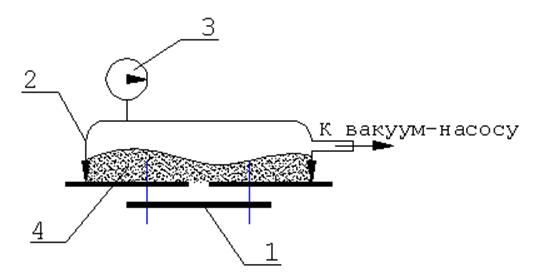 - способ вакуума (используется в местных швах). По вздутию мыльных
пузырей обнаруживают течь. Dр = 0,25 атм.
- способ вакуума (используется в местных швах). По вздутию мыльных
пузырей обнаруживают течь. Dр = 0,25 атм.
1 – заклепочный шов;
2 – прозрачный колпак;
3 – вакуумметр;
4 – мыльная пена разряжения.
 - способ давления
- способ давления
 |
2. Аммиачный.
Схема та же самая, только в кабину под давлением подается газ (воздух + аммиака в количестве 1% от объема кабины). Заклепочный шов снаружи покрыт лакмусом (5% раствор азотнокислой ртути). В местах утечки бумага темнеет. Данный способ проверяет герметичность в целом и местную герметичность.
3. Керосиновый (для топливных емкостей).
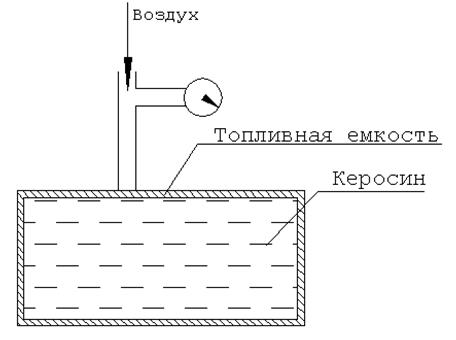 Швы снаружи обмазывают раствором мела в воде. В емкость заливается керосин
и дается давление 0,25 атм. Раствор просушивают, в местах течи образуются
темные пятна.
Швы снаружи обмазывают раствором мела в воде. В емкость заливается керосин
и дается давление 0,25 атм. Раствор просушивают, в местах течи образуются
темные пятна.
4. Люминесцентный.
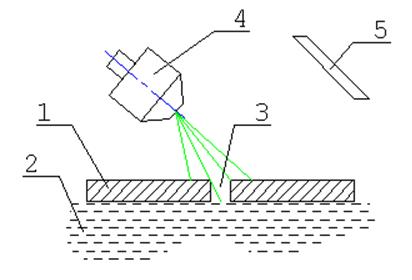 Керосином в смеси с люминесцентной жидкостью (нориол) обмазывают швы,
просушивают, рассматривают ультрафиолетовым светом. В месте течи наблюдается
свечение. Достоинство: высокая производительность.
Керосином в смеси с люминесцентной жидкостью (нориол) обмазывают швы,
просушивают, рассматривают ультрафиолетовым светом. В месте течи наблюдается
свечение. Достоинство: высокая производительность.
1 – изделие;
2 – керосин + нориол;
3 – место течи;
4 – источник УФО;
5 – защитное стекло оператора.
5. Галогенный.
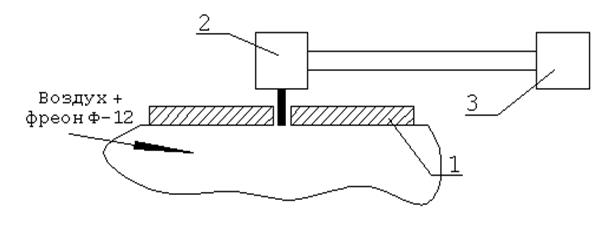 Принцип работы основан на резком увеличении ионного тока платинового
электрода, находящегося в щупе и нагретого до 900 °С, при попадании на него паров
галогена. Регистрация производится стрелочным, звуковым и световым сигналом.
Недостаток: потеря чувствительности щупа при наличии в воздухе паром фреона,
дыма и других газов.
Принцип работы основан на резком увеличении ионного тока платинового
электрода, находящегося в щупе и нагретого до 900 °С, при попадании на него паров
галогена. Регистрация производится стрелочным, звуковым и световым сигналом.
Недостаток: потеря чувствительности щупа при наличии в воздухе паром фреона,
дыма и других газов.
1 – изделие;
2 – щуп пистолетного типа;
3 – течеискатель ГТИ-3, 6
6. Масс-спектрометрический (схема та же).
Вместо ГТИ используется масс-спектрометр. В изделие под давлением подают гелий. В местах течи частицы газа попадают в щуп, ионизируются и, проходя через магнитное поле, разделяются на пучки ионов по отношению m / е (m – масса ионов, е – заряд иона). Ионы Не улавливаются, ионный ток преобразуется в электрический, и он регистрируется стрелочным, световым и звуковым сигналом.
Чувствительность всех методов различна. Для полной проверки герметичности используется в порядке уменьшения чувствительности: 6, 4, 5, 2, 3, 1.
При обнаружении течи заклепка высверливается и подготавливается отверстие для заклепки большего диаметра. Отверстие и заклепка обезжиривается, заклепка покрывается герметиком, клепается, сверху наносится несколько слоев герметика.
2.3. Технология выполнения сварных соединений
2.3.1. Общие сведения
Сварка - это процесс получения неразъемного соединения путем установления межатомных связей между свариваемыми частями при их местном нагреве или пластическом деформировании или совместном действии того и другого.
Преимущества сварных соединений по сравнению с заклепочными:
1) снижение массы конструкции,
2) герметичность соединения (кроме точечной),
3) возможность механизации и автоматизации.
Недостатки:
1) снижение прочности шва по сравнению с основным материалом (у большинства видов),
2) наличие внутренних остаточных напряжений,
3) сложность исправления дефектов.
Виды швов:
 |
|||
 |
|||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.