10. Установить обшивку с приклепанными носками на лонжерон и установить винты.
11. Сверлить по НО лонжерона, зенковать, клепать.
Примечание: крепление носков лонжерона в принципе можно осуществить с помощью обычных заклепок, если имеется хороший подход к месту или с помощью закрепок для односторонней клепки.
Сборка по СО ведется обычно без сборочных приспособлений, но для удобства работ применяется простейшие поддерживающие устройства (ложементы и т. д.).
Правило назначения СО
1. СО задаются из числа отверстий под крепеж.
2. Расстояние между СО д. быть по возможности большим, не более 700 мм.
3. Для каждой детали достаточно задать 2 СО, но для крупногабаритных деталей их может быть 3 и более.
4. Диаметр СО - 2,6 мм; для последующего рассверливания.
5. Нельзя задавать СО на подсечках и в тройном пакете.
6. В деталях, подвергающихся штамповке-вытяжке СО сверлят после выполнения этой операции.
7. Если деталь установлена по СО сразу на две детали, то СО задается только для одной из этих деталей.
Увязка СО
Совпадение СО в деталях на сборке возможно в том случае, если они увязаны через единый первоисточник, а именно, ШКК, КП или программу.
+ - отсутствие сборочных приспособлений или их сильное упрощение.
- - ограниченная точность по обводу сб. ед. Þ ограниченная взаимозаменяемость.
1.4.5. Сборка в приспособлении (СП)
Это процесс, при котором базовые поверхности деталей совмещают с опорными поверхностями в приспособлении и фиксируют в таком положении на период выполнения соединения.
В СП собирают сборочные единицы из нежестких заготовок, полученных в производстве с помощью плазово-шаблонного метода или его разновидности.
В зависимости от используемых базовых поверхностей деталей при сборке различают следующие способы базирования:
I. Сборка по базе "Внешняя поверхность обшивки" (от обшивки)
Это процесс, при котором обшивка или панель прижимается внешним обводом к базовым поверхностям СП на период соединения ее с каркасом.
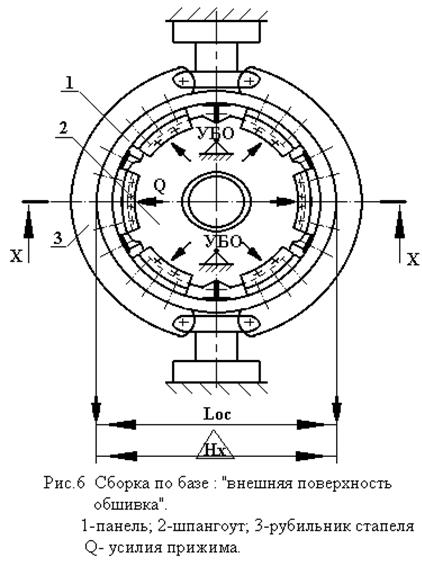 |
Hх = Lос + 2Lос-аг
Lос – номинальный размер обвода стапеля в сечении Х-Х (по рубильнику)
Lос-аг – номинально равная нулю величина, отклонение которой выражает изменение размера Lос при переносе его на агрегат.
Порядок сборки
1. Установить шпангоуты в стапель по установочно-базовым отверстия (УБО) при открытых рубильниках.
2. Установить левую панель, закрыть рубильник, прижать к обводам рубильников. Сверлить изнутри отсека по НО в компенсаторах отверстия в шпангоуте, клепать.
3. Установить правую панель, подогнать стыки обшивок. Сверлить и клепать.
Производственная погрешность:
DHх = DLос + 2DLос-аг ± Сi
DHх = ± 0,7 мм
+ 1. Высокая точность, т.к.:
а) сборка начинается с поверхностей, определяющих внешний обвод агрегата б) погрешности изготовления деталей каркаса почти полностью компенсируются за счет наличия технологических и конструктивных компенсаторов в) размер по внешнему обводу имеет наименьшее количество составляющих звеньев размерной цепи в сравнении с остальными способами базирования.
2. Высокое качество внешних обводов (без вмятин).
- 1. Способ применим только при наличии компенсаторов в конструкции.
2. Трудно осуществить прижим обшивки.
II. Сборка по базе "Внутренняя поверхность обшивки".
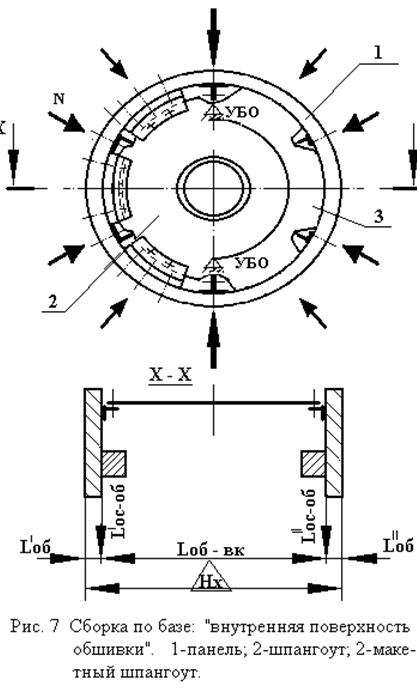 |
Сборочная размерная цепь:
Hх = Lоб-вк + 2Lоб + 2Lос-об
Lоб-вк – номинальный размер обвода стапеля, т. е. макетного шпангоута по внутреннему контуру обшивки
Порядок сборки
Технологический процесс аналогичен предыдущему.
Производственная погрешность:
DHх = DLоб-вк + 2DLоб + 2DLос-об ± Сi
DHх = ± 1 мм
+ 1. Проще конструкция стапеля.
2. Легче осуществить прижим обшивки.
- 1. Ниже точность в сравнении с предыдущим способом, так как в размерную цепь входят толщины обшивок.
2. Способ применим при наличии конструкционных или технологических компенсаторов.
III. Сборка по базе "Поверхность каркаса" (от каркаса)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.