 |
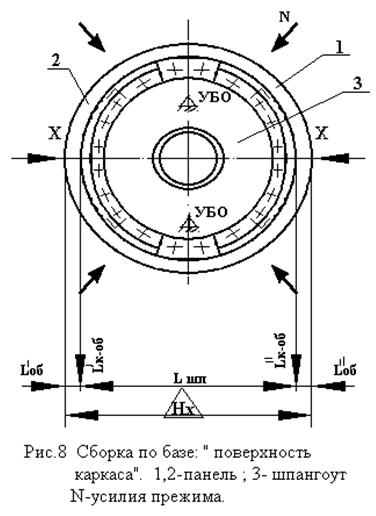
Сборочная размерная цепь:
Hх = Lшп + 2Lоб + 2Lк-об + Lфиксац. шп
Порядок сборки
1. Установить собранные ранее шпангоуты в стапель по УБО.
2. Установить панели, подгоняя продольные стыки, прижать лентами.
3. Сверлить по НО полок шпангоутов отверстия в обшивке, зенковать, клепать.
Производственная погрешность:
DHх = DLшп + 2DLоб + 2DLк-об ± Сi
DHх = ± 1,5 мм (в случае сборного шпангоута, а не цельноштампованного), при цельноштампованном шпангоуте погрешность будет меньше.
+ 1. Легче осуществить прижим обшивки.
2. Не нужны ни рубильники, ни макетные шпангоуты.
3. Не обязательно наличие в конструкции компенсаторов.
- 1. Низкая точность, чем в предыдущих случаях.
2. Плохое качество внешних обводов, т.к. обшивка воспринимает неровности каркаса и смещение в установке шпангоутов.
IV. Сборка по КФО (КФО - координатно-фиксирующее отверстие)
Это процесс, при котором детали поперечного набора планера устанавливают по КФО в них и в элементах сборочного приспособления (СП).
Для получения КФО в деталях и в СП используют универсальные координатные стенды:
- плоский (плаз-кондуктор) (ПК)
- пространственный (инструментальный стенд) (ИС)
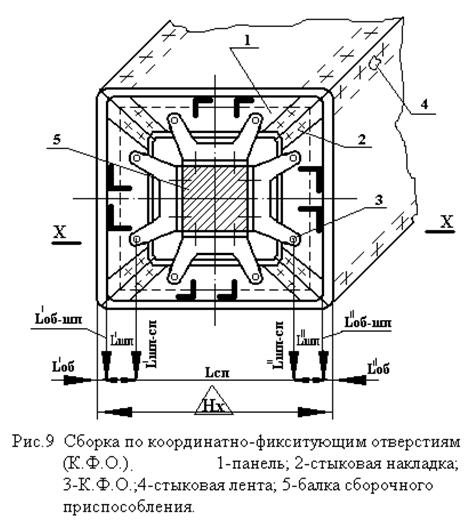 |
Сборочная размерная цепь:
Hх = Lсп + 2Lшп + 2Lоб + 2Lоб-шп + 2Lшп-сп
Порядок сборки
1. Установить шпангоут по КФО в сборочное приспособление, зафиксировать штырями, подогнать стыки обшивки, установить ленты 4.
2. Установить накладки 2 по СО, сверлить отверстия в шпангоутах по НО накладок, клепать.
3. Сверлить по НО лент отверстия в обшивках, зенковать со стороны внешнего обвода, клепать.
Производственная погрешность:
DHх = DLсп + 2DLшп + 2DLоб + 2DLоб-шп + 2DLшп-сп ± Сi
DHх = ± 2,2 мм
Правила задания КФО
1. Расположение КФО в сборочной единице задается с помощью таблицы, которая разрабатывается в период запуска изделия в производство.
2. КФО в таблице координируется относительно основных базовых осей планера (ось симметрии, строительная вертикаль, строительная горизонталь).
3. Количество КФО задается из условия допустимых деформаций поперечного набора при сборке.
4. Для возможности использования координирующих стендов (ПК и ИС) шаг КФО должен быть кратным 50 мм.
+ 1. Простота конструкции сборочной оснастки.
12. Удобство подхода при сборке.
– 1. Низкая точность по внешнему контуру
 |
V. Сборка по ОСБ (ОСБ - отверстия под стыковые болты).
Это процесс, при котором ОСБ в деталях совмещают с базовыми поверхностями приспособлений и соединяют эти детали с элементами каркаса изделия.
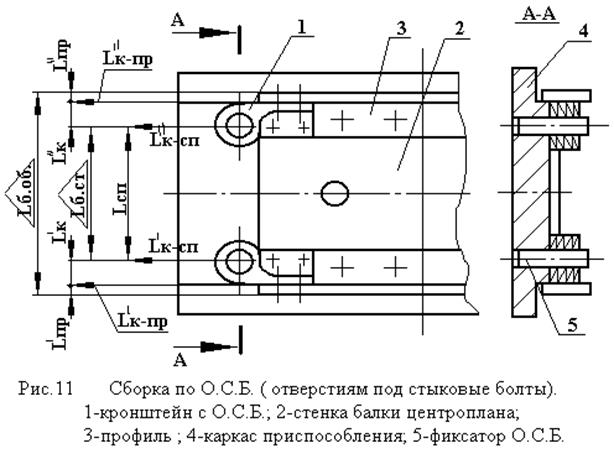 |
Размерная цепь балки по обводу:
Lб.об. = Lсп + 2Lк + 2Lпр + 2Lк-пр + 2Lк-сп
Размерная цепь балки по стыку:
Lб.ст. = Lсп + 2Lк-сп
Самая короткая размерная цепь, соответствующая принципу кратчайшего пути. При установке деталей стыка и для обеспечения взаимозаменяемости по стыку необходимо в качестве сборочной базы использовать отверстия на стыковые болты.
Lб.об. – номинальный размер балки по обводу;
Lб.ст. – номинальный размер балки по стыку;
Lсп – размер сборочного приспособления;
Lк – размер кронштейна;
Lпр – размер профиля.
Порядок сборки
1. Установить стенку в СП по УБО.
2. Установить кронштейны 1 по фиксаторам 5.
3. Установить профили 3 между стенкой и кронштейнами, прижать к ним струбцинами.
4. Сверлить по НО деталей 1 и 3 отверстия под заклепки. Клепать.
VI. Сборка по УБО (БФО)
(УБО - установочно-базовое отверстие, БФО - базово-фиксирующее отверстие).
Это процесс, при котором детали, узлы и отсеки устанавливаются в сборочное положение:
- по УБО в них и в элементах сборочных приспособлений,
- по УБО в элементах изделия.
УБО получают в узлах и отсеках по сборочным приспособлениям или в разделочных стендах, а положение УБО в приспособлениях определяется по эталонам. УБО в эталонах отстыковываются между собой.
УБО используются:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.