встык угловой тавровый тавровый плавлением диффузионный
Внахлест:
 |
лобовой фланговый
 |
|||
 |
|||
комбинированный
 Лист с профилем:
Лист с профилем:
 |
Классификация методов сварки:
 |
2.3.2. Сварка плавлением.
Осуществляется в результате разогрева металла деталей и присадочной проволоки (не всегда) в зоне шва до перехода в жидкое состояние, перемешивания и последующего охлаждения и его затвердения.
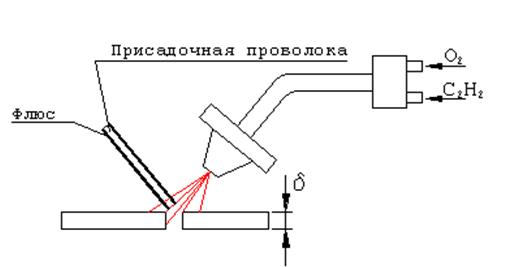
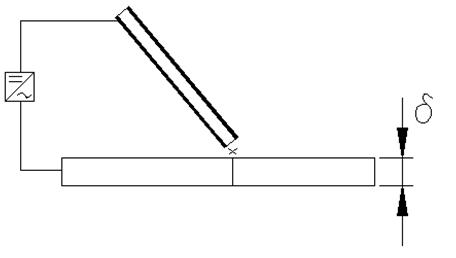
I. Газовая – КАС (кислородно-ацетиленовая сварка). Применяется ограниченно.
tпл = 3000 °С
Область применения: баки, патрубки, кронштейны управления.
Материал: легкие сплавы, стали, d = 0.5...10 мм.
+ простота оборудования и независимость от источников тока.
- низкое качество шва, прожоги, коробление.
II. Дуговая электросварка (ДЭС).
1. Ручная (плавящимся и неплавящимся вольфрамовым (W) электродом).
 tдуги = 6000 °С
tдуги = 6000 °С
J = 50...400 А, U = 15...40 В.
Скорость сварки V =10 см/мин.
Область применения: мелкие кронштейны, прихватка, ремонт.
Материал: стали, d = 2...10 мм
+ простота оборудования и удобство подхода.
- низкое качество шва.
2. Аргонодуговая.
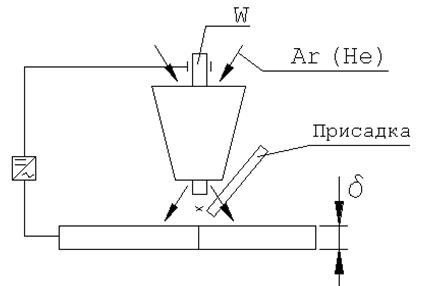 а) ручная (ДЭСАр)
а) ручная (ДЭСАр)
PАr = 1,1 ... 1,2 aтм;
J = 10...600 A;
U = 10...80 B.
Область применения: баллоны, емкости, патрубки, мелкие узлы, прихватка.
Материал: стали, Al- сплавы, Ti- сплавы, d = 0.8...10 мм.
Оборудование:
горелки АР-9, камеры с контролируемой средой (УСКС-17).
+ 1) отсутствие флюсов;
2) высокое качество шва;
3) коррозионная стойкость шва;
4) возможность сварки тонких листов;
5) малое коробление.
- дефицитность Ar и W.
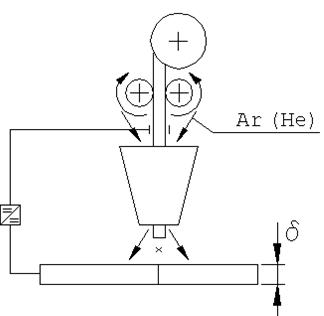 б) автоматическая (ДЭСААр) (плавящимся и неплавящимся электродом)
б) автоматическая (ДЭСААр) (плавящимся и неплавящимся электродом)
Материал: легированные и высоколегированные стали, Al-сплавы, Ti-сплавы, d = 0.1 ... 100 мм.
Оборудование:
для плавящегося электрода: автоматы АРК-1, АДСП; для неплавящегося электрода: автоматы АДСВ, ПШВ.
Имеются компоновки из сварочных головок, манипуляторов; камеры с контролируемой средой.
+ высокая производительность: V = 150 см/мин, более высокое качество шва, сварка более тонких листов.
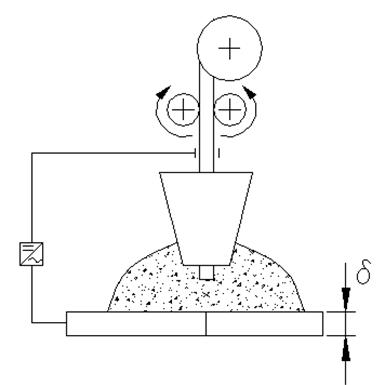 3. Автоматическая под флюсом (ДЭСФА)
3. Автоматическая под флюсом (ДЭСФА)
J = 200 ... 2000 А;
U = 20 ... 50 В.
Материал: стали, d = 2...100 мм.
Область применения: узлы шасси, баллоны.
+ 1) высокое качество шва: отсутствие пор, чистая поверхность, плавные переходы;
2) глубокий провар из-за более глубокой температуры и избыточного давления дуги, что позволяет сваривать материалы с d = 15...20 мм за один проход без разделки кромок;
3) высокая производительность: V = 300 см/мин.
- 1) невозможность наблюдения за процессом сварки;
2) необходимость очистки швов от флюсов, вызывающих коррозию;
3) плохая свариваемость Al- и Ti-сплавов.
Основные операции ДЭС
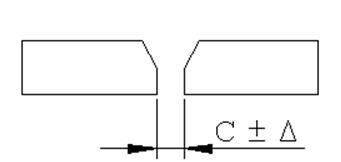
1. Разделка кромок
 |
|||
 |
|||
для d = 1...2 мм d свыше 2 ...4 мм
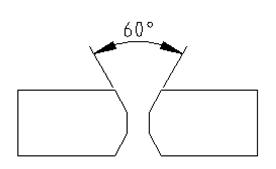
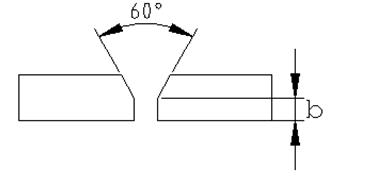
d свыше 4 ... 20 мм d свыше 20 мм
Применяют кромкострогальные станки или фрезерные. Контроль шаблонами.
2. Подготовка поверхностей кромок.
 На ширине 50...60 мм от шва -
очистка от ржавчины, окислов, масла, влаги механическим способом:
металлическими щетками или на пескоструйных аппаратах с последующим
обезжириванием и промывкой в воде или химическим способом: травлением в щелочах
или кислотах.
На ширине 50...60 мм от шва -
очистка от ржавчины, окислов, масла, влаги механическим способом:
металлическими щетками или на пескоструйных аппаратах с последующим
обезжириванием и промывкой в воде или химическим способом: травлением в щелочах
или кислотах.
3. Сборка-прихватка.
Выдерживается зазор по ГОСТу.
Используются универсальные СП:
столы, стяжки, манипуляторы; и специальные СП.
Контроль.
4. Доработка после прихватки: устранение прожогов, правка.
5. Сварка в свободном состоянии или в СП.
Здесь важно подобрать режимы сварки и оборудование.
6. Правка после сварки.
Перед правкой - промежуточная термообработка (низкий или неполный обжиг). Рихтовка осуществляется на специальных станках.
7. Контроль сварки: визуальный осмотр; магнитопорошковый, УЗ, Re или гаммаграфический контроль; металлографический анализ; испытания на герметичность и прочность.
8. Термообработка.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.