5) высокая прочность соединения, равная прочности основного материала,
6) малая ширина литой зоны: 5...100 мкм.
- строгая Техника Безопасности.
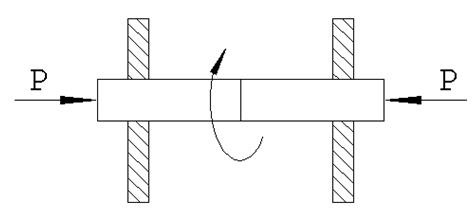 |
III. Сварка трением.
Pнагр = 1 ... 20 кгс/мм2;
Pсв = 20 ... 40 кгс/мм2;
n = 300 ... 3000 об/мин;
tнагр = 100 с, tсв = 10 с.
Область прим.: трубы, прутки, фланцы. dсплош = 5 ... 100 мм, dтруб. < 400 мм.
Материал: стали, сплавы, чугун и разнородные.
Оборудование: машины МСТ и ее модификации.
+ 1) возможность сварки тугоплавких и разнородных материалов,
2) высокая прочность, иногда равна 1,1 прочности основного материала,
3) отсутствие термообработки,
4) малое потребление энергии.
- 1) ограниченность форм сечений,
 2) точная подгонка торцов.
2) точная подгонка торцов.
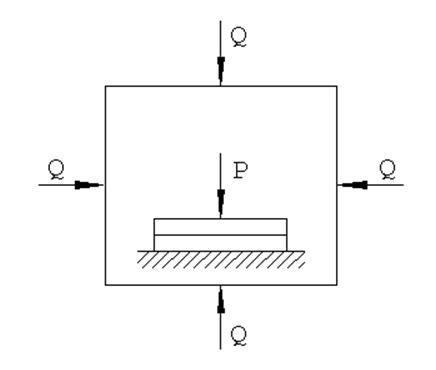
IV. Диффузионная сварка.
tо = 0,8 tпл;
P = 0,5 ... 2,5 кгс/мм2;
Pвак = 10-3 ... 10-6 мм рт. ст.;
tсв = 50 ... 120 мин.
Область прим.: узлы стыка, сотовые блоки, листы.
Материал: стали, сплавы Al, Cu, Ni, керамика, разнородные материалы.
Способы нагрева: индукционный, контактный, радиационный, электронно-лучевой, лучом лазера.
Оборудование: машины СДВУ-50 и их модификации.
+ 1) сварка тугоплавких и разнородных материалов,
2) получение деталей сложной конфигурации,
3) высокая прочность,
4) стабильность качества, что позволяет осуществить выборочный контроль,
5) не нужна термообработка.
- 1) низкая производительность,
2) точная подгонка по стыку.
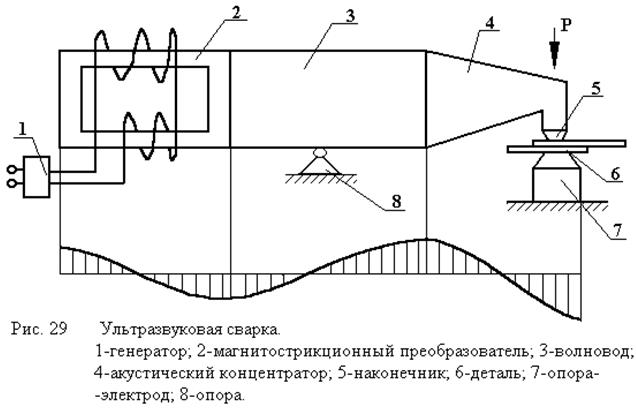 |
fузг = 17 ... 45 кГц; P = 20 ... 200 кгс; tо = 200 ... 800 °С; tсв = 0,1 ... 5 с.
Материалы: сплавы Al, Cu, Ti, Ni, Mo, некоторые нержавеющие стали, полимерные пленки, пластмассы, разнородные материалы, d = 0,1 ... 2 мм.
Оборудование: МТУ-, МШУ-, УЗПС – пистолет.
+ 1) сварка тугоплавких и разнородных материалов,
2) сварка разнотолщинных материалов,
3) прочность соединения равна прочности основного материала,
4) локальный характер нагрева.
2.4. Технология выполнения паяных соединений
Пайка - процесс соединения материалов в твердом состоянии с помощью припоев, которые расплавляются, смачивают соединяемые поверхности, затекают в зазор между ними и при кристаллизации образуют паяный шов.
+ 1) сохранение механических свойств и химического состава основного металла;
2) малая деформация и незначительные внутренние напряжения;
3) простота процесса и возможность его механизации;
4) равномерное распределение напряжений при работе соединения;
5) хорошее качество внешних обводов.
- 1) пониженная прочность соединений в сравнении с основным металлом;
2) дефицит и высокая стоимость припоя;
3) необходимость точной подгонки детали по зазору.
Припои:
· низкотемпературные (до 400 °С): Kd, Zn, In;
· высокотемпературные (св. 400 °С): Ni, Kb, Fe, Al;
· легкоплавкие (до 300 °С);
· среднеплавкие (300 … 1000 °С);
· тугоплавкие (свыше 1000 °С).
Для очистки поверхностей основного металла от окислых пленок и т. д. применяются флюсы, которые могут быть органическими и неорганическими. Флюс реагирует с окислами и удаляет их при пайке (механизм удаления либо пар, либо вытеснением расплавленного припоя). Флюс активен в жидком состоянии, следовательно должен быть расплавлен tпл ниже на 150 °С tпл припоя.
Неорганические флюсы: кислоты (соляная, борная, ортофосфорная), соли этих кислот. Соль в виде расплава или раствора.
Органические флюсы:
безканифольные - некоторые органические кислоты, применяются чаще канифольные. Канифоль состоит из смеси:
несколько дитерпеновых кислот и представляет собой нелетучую фракцию смолистых веществ хвойных деревьев. Флюс может быть активным, может быть припоем.
При пайке применяются защитные среды (газовые и вакуумные).
Газовые: инертные и активные газы. В инертных газах проводят пайку после механической и электрохимической очистки. Активные газы выполняют роль флюса: Н2, окись углерода с СО, угарный газ, диссоциированный аммиак, фтористый водород.
В вакууме при нагреве происходит удаление газов с поверхности. Достоинства пайки в вакууме: экономичность, без флюса, нет необходимости удалять флюс после пайки.
Паяный шов
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.