Исходными данными для схемы являются конструктивно-технологические стыки и разъемы, а также возможные методы и этапы сборки.
 |
При проектировании выбирают оптимальный вариант КТЧ на основании экономических расчетов с учетом возможных схем сборки.
1.2.Технико-экономические показатели сборки (ТЭП).
ТЭП - критерии оценки существ и вновь создаваемых тех. процессов, к ним относятся:
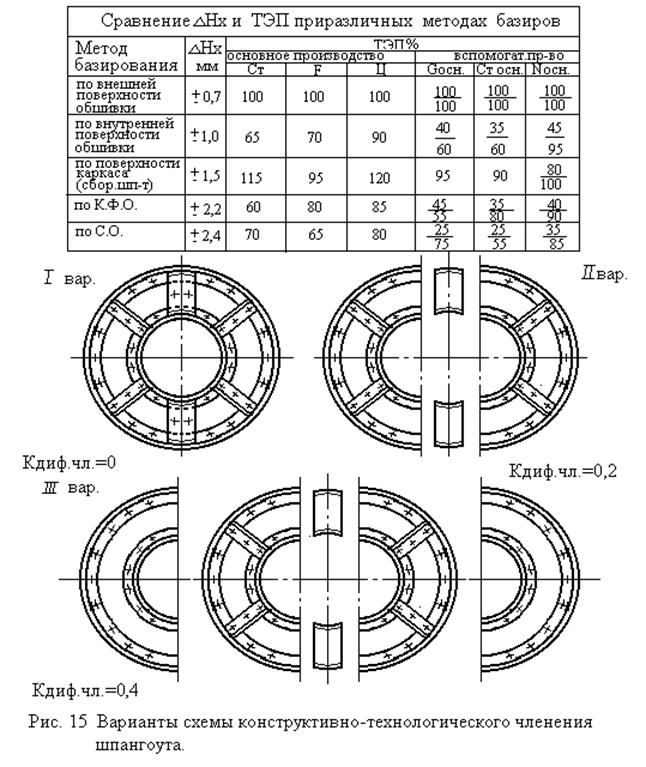
1. Качество и надежность изделий, отражающие степень соответствия геометрических и физических параметров самолета данным проекта обеспечиваются: специфическими методами сборки (по базам: внешняя поверхность обшивки, поверхность каркаса, по КФО, по ОСБ ), специфическими методами обеспечения взаимозаменяемости (плазово-шаблонный метод, эталонно-шаблонный метод).
2. Уровень производительности труда, для его повышения необходимо:
а) осуществлять рациональное членение агрегатов на сборочные единицы.
б) применять наиболее эффективные методы сборки.
в) внедрять прогрессивные методы организации производства.
г) применять высокопроизводительное оборудование.
д) максимально загружать оборудование.
е) обеспечивать производственную взаимозаменяемость.
ж) рационально использовать рабочее время.
3. Себестоимость продукции (технологическая).
Ст = М + Зпр + Аоб + Эоб + П + И, где М - затраты на материал,
Зпр - зарплата производственных рабочих,
Аоб - амортизация оборудования,
Эоб - эксплуатация оборудования,
П - стоимость приспособлений,
И - стоимость инструмента.
4. Размеры производственных площадей. Уменьшить требуемые площади можно за счет:
а) применением рациональных по габаритам оборудования и оснастки.
б) уменьшением общего количества оборудования и оснастки.
5. Условия труда должны отвечать условиям промышленной санитарии и эргономики, условиям техники безопасности.
6. Степень соответствия передовым формам организации производства.
7. Трудоемкость и цикличность подготовки производства. Для их уменьшения:
а) совмещение работ по запуску нового изделия с изготовлением предыдущего.
б) расширение фронта работ на запуске.
в) применение при разработке новой технологии стандартизованных ТП и операций.
г) применение САПР ТП и оснастки.
8. Мобильность ТП, т.е. возможность перехода от старого изделия к новому с сохранением высоких ТЭП.
При разработке ТП нельзя добиться наилучших значений для всех ТЭП, т.к. некоторые из них находятся в противоречии, поэтому выбирают оптимальное сочетание ТЭП.
Обязательным для всех случаев является выполнение двух показателей:
- качество изделия,
- безопасные условия труда.
1.3. Технологический процесс сборки (ТПС) и его структура.
ТПС - процесс определения и последовательного размещения деталей в производстве и их соединении способом, указанным в чертеже.
Существуют два вида ТПС:
- директивный,
- рабочий.
Директивный ТПС - технический документ, разрабатывающийся в период запуска изделия в производство на основании принятой схемы сборки и отражающий следующие сведения:
1) порядок выполнения работ по монтажам,
2) методы сборки,
3) оснащенность оборудованием, оснасткой, инструментом,
4) комплектование монтажей деталями,
5) тех. условия на поставку деталей.
Составляющие директивного ТПС:
Монтаж - часть ТП сборки, состоящая из комплекса операций выполненных над одной сб. единицей или ее частью на одном рабочем месте.
|
№ монтажа |
Наименование монтажа |
Эскиз |
Оборудование, оснастка, инструмент |
Комплектование монтажей |
Вид поставки деталей |
|
|
№ детали |
Наименование |
|||||
Рабочий ТПС - технический документ, разрабатываемый на основе директивного ТП на каждый монтаж и содержит следующие сведения:
1. порядок выполнения работ по переходам,
2. оснащенность по операциям,
3. комплектование операций деталями,
4. пооперационное нормирование,
5. разряд и специальность рабочих,
6. способ контроля.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.