ВВЕДЕНИЕ
Лабораторные работы по дисциплине «Метрология, стандартизация, сертификация» и «Нормирование точности» проводятся в соответствии с учебным планом. Цель – научить студентов пользоваться измерительными приборами, устройствами и инструментами при контроле точности и качества деталей машин и приборов.
Содержание лабораторных работ соответствует курсу лекций и связано с дисциплинами «Машиностроительное черчение», «Детали машин», «Математическая статистика», «Технология машиностроения».
При проведении работ необходимо пользоваться справочниками и ГОСТами, указанными в библиографическом списке, чертежами деталей машин.
По каждой лабораторной работе выполняется отчет в соответствии с СТП 714-84.
Лабораторная работа №1
Абсолютные измерения.
Измерение линейных и угловых размеров
Цель работы: научиться определять линейные и угловые размеры деталей машин с помощью штангенинструмента, микрометрического инструмента и угломеров.
Общие сведения.
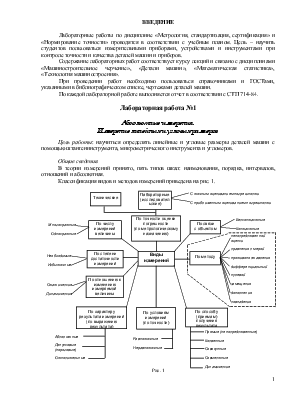
В теории измерений принято, пять типов шкал: наименования, порядка, интервалов, отношений и абсолютная.
Классификация видов и методов измерений приведена на рис. 1.
 |
Рис. 1
Абсолютное измерение – это измерение, основанное на прямых измерениях одной или нескольких основных величин и(или) использовании значений физических констант.
Метод измерений – прием или совокупность приемов сравнения измеряемой физической величины с ее единицей в соответствии с реализованным принципом измерений.
Метод совпадений, где разность между сравниваемыми величинами измеряют, используя совпадение отметок шкал или периодических сигналов.
Абсолютные измерения основаны на непосредственном определении значения измеряемой величины по отсчетному устройству измерительного прибора.
Метод абсолютных измерений широко применяется в металлообрабатывающей промышленности для измерения линейных и угловых размеров. При выборе средства измерения нужно иметь в виду, что погрешность измерения должна составлять не более 20…35% от допуска на размер.
Наиболее распространены измерения с помощью штангенинструмента, микрометрического инструмента и нониусных угломеров.
К штангенинструменту относятся: штангенциркули, штангенглубиномеры, штангенрейсмусы.
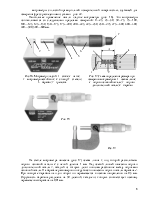
По ГОСТ 166-80 штангенциркули делят: на двусторонние с глубиномером ШЦ-I (рис. 2); односторонние с покрытием из твердого сплава; с глубиномером – ШЦ-I; двусторонние – ШЦ-II; односторонние – ШЦ-III (рис. 3).
Пределы измерений и точность отсчета по нониусу штангенциркулей должны соответствовать указанным в таблице 1.
Таблица 1
|
Тип штангенциркулей |
Пределы измерений, мм |
Цена деления нониуса |
|
ШЦ-I, ШЦТ-I |
0…125 |
0,1; 0,02; 0,01 |
|
ШЦ-II, ШЦ-III |
0…160 0…200 0…250 |
0,05…0,1 |
|
ШЦ-III |
0…315 0…400 0…500 250…630 250…800, 320…1000, 500…1250, 500…1600 800…2000 |
0,1 0,1 |
Штангенциркули
Штангенциркуль со шкалой (рис. 2, 3, 4)

Рис. 2: 1 – штанга; 2 – рамка; 3 – зажимающий винт; 4 – нониус; 5 – глубиномер
Рис. 3: 1 – штанга; 2 – рамка; 3 – зажимающий винт; 4 – нониус;
5 – рамка микрометрической подачи
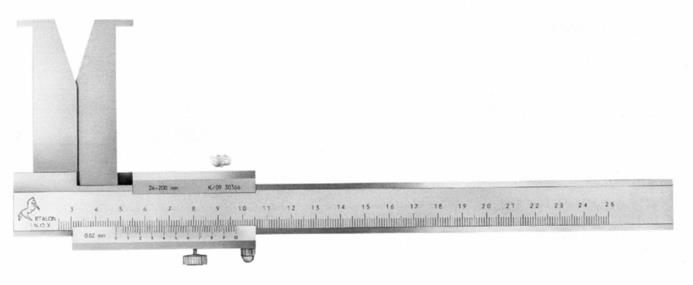
Рис. 4
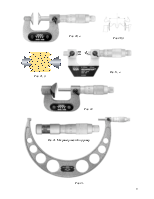
Более точные результаты дают инструменты с круговой шкалой (цена деления 0,02 мм – рис. 5) и электронные цифровые (цена деления 0,01 мм – рис. 6, рис. 7).
Штангенциркуль с круглой шкалой
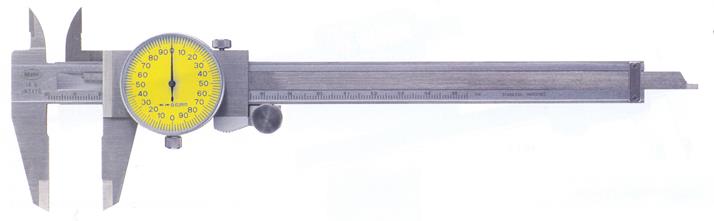
Рис. 5
Характеристики
· большой контрастный циферблат
· матовохромированная шкала делений
· ударозащитный механизм
· установка “0” благодаря вращающемуся циферблату и арретиру
· закрытая зубчатая штанга
· подвижная часть и направляющая из закаленной нержавеющей стали
· ступенчатое измерение
· ножевые опоры для внутренних измерений
· стержень для измерения глубины
Штангенциркуль цифровой (цена деления 0,01 мм)
 |
Рис. 6

Рис. 7
Штангенглубиномеры
По ГОСТ 162-80 штангенглубиномеры (рис. 8, 9, 10) изготавливаются с параметрами указанными в таблице 2.
Пример условного обозначения: штангенглубиномер – ШГ-250 ГОСТ 162-80.
Рис. 8. Штангенглубиномер: 1 – рамка; 2 – штанга
Таблица 2
|
пределы измерений, мм |
длина основания, мм |
|
0…160 0…200 0…250 0…315 0…400 |
120 |
Рис. 9
 |
Рис. 10
Штангенрейсмусы
По ГОСТ 164-80 штангенрейсмусы (рис. 11) изготавливаются с пределами измерений, точностью отсчета по нониусу и вылетами ножек, указанными в таблице 3. Пример условного обозначения штангенрейсмуса: ШР 250-0,05 ГОСТ 164-80.

Рис. 11
Таблица 3
|
Пределы измерений, мм |
Цена деления нониуса, мм |
Вылет ножек не менее, мм |
|
0…250 |
0,05 |
50 |
|
40…400 60…630 |
80 |
|
|
100…1000 |
0,1 |
125 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.