Общие сведения.
Метрическая резьба (рис. 1) применяется главным образом в качестве крепёжной для резьбовых соединений. Это объясняется тем, что по сравнению с другими резьбами метрические резьбы имеют наиболее высокий приведенный коэффициент трения. Расположение полей допусков метрической резьбы показано на рис. 2.
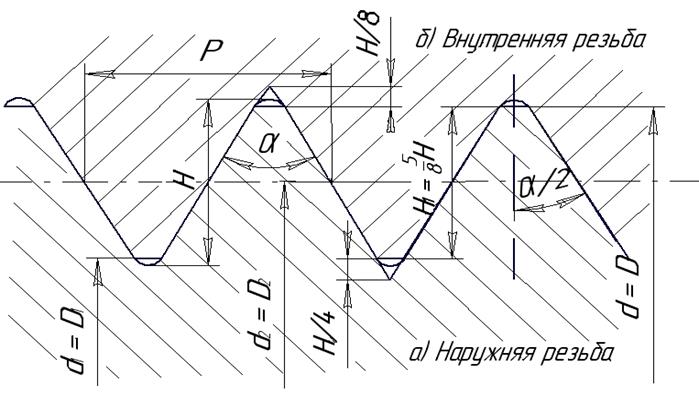
Рис. 1. Основные параметры метрической резьбы: наружная – а, внутренняя – б;
d, D– наружный диаметр, d2, D2– средний диаметр; d1, D1– внутренний диаметр; Р – шаг;
α – угол профиля; Н1 – высота рабочего профиля; Н – высота исходного треугольника
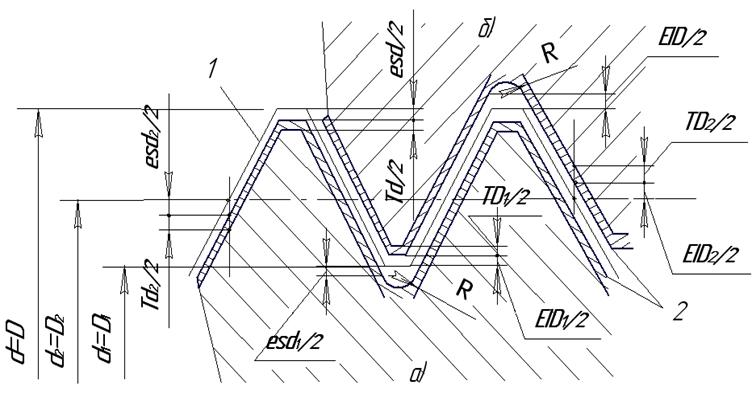
Рис. 2. Поле допусков метрической резьбы наружной (а), внутренней (б):
1 – номинальный профиль резьбы, 2 – предельные профили резьбы
Крепёжная метрическая резьба обозначается буквой М, затем указывается номинальное значение наружного диаметра резьбы, шаг резьбы (мелкий), поле допуска резьбы, длина свинчивания (если значение отличается от «нормального N» по ГОСТ, обязательное скругление впадин резьбы буквой R (если оно необходимо).
Пример:
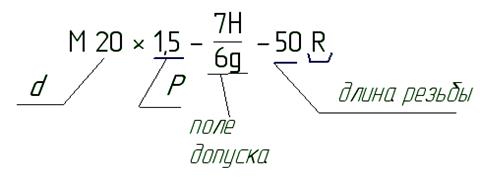
или М 20 – 6h (резьба наружная, метрическая, d = 20 мм; шаг резьбы – крупный, поле допуска 6g).
Поле допуска для внутренней резьбы состоит из полей допусков на средний диаметр D2 и внутренний диаметр D1 резьбы (7H 8H). Если поля допусков одинаковы то 7H. Цифра обозначает степень точности резьбы (определяет величину допуска на параметр резьбы). Латинская буква – «основное отклонение» определяет положение поля допуска относительно нулевой линии, соответствующей номинальному значению. Поле допуска наружней резьбы состоит из поля допуска на средний диаметр d2 и наружный диаметр d (6g 8g или 7h).
Поля допусков впадин резьбы (D и d1) не регламентируются. Для них устанавливается одно отклонение: для D – нижнее предельное отклонение EI; для d – верхнее предельное отклонение es.
Посадки резьбовых соединений бывают трёх типов: с зазором, с натягом и переходные.
Для элементов резьбовых соединений с зазором допуск на средний диаметр резьбы включает отклонения на d2 (D2 ); отклонение по шагу резьбы fp и отклонение угла профиля fα. Поэтому погрешности этих параметров, как правило, отдельно не контролируют (за исключением точных, приборных резьб).
Для резьбовых соединений с натягом точность изготовления Р и α влияют на работоспособность соединения, поэтому отдельно производится контроль этих элементов резьбы.
Профиль метрической резьбы определяется по ГОСТ 9150-81; поля допусков, отклонения диаметров резьбовых соединений с зазором – по ГОСТ 16093-81, с натягом – по ГОСТ 4608-81; переходных – по ГОСТ 24834-81.
Параметры резьбы измеряются:
· наружный диаметр наружной резьбы d – штангенциркулями, микрометрами, предельными гладкими калибрами или с помощью измерительных микроскопов;
· внутренний диаметр внутренней резьбы D1 – штангенциркулями, нутромерами или предельными гладкими калибрами;
· средний диаметр наружной резьбы d2 – при точных замерах методом трех проволочек, в производстве резьбовыми микрометрами МВ(Δизм = 0,025 – 0,2 мм), с помощью измерительных микроскопов (Δизм ≤ 0,005 мм) или предельными резьбовыми калибрами;
· средний диаметр внутренней резьбы D2 – предельными резьбовыми калибрами или методом трех шариков, микрометрическими нутромерами со вставками;
· внутренний диаметр наружной резьбы d1 и наружный диаметр внутренней резьбы D обычно не измеряются;
· шаг резьбы Р – резьбовыми шаблонами, штангенциркулем по отпечаткам вершин соседних витков на бумаге или с помощью измерительного микроскопа;
· угол профиля резьбы – измерительным микроскопом.
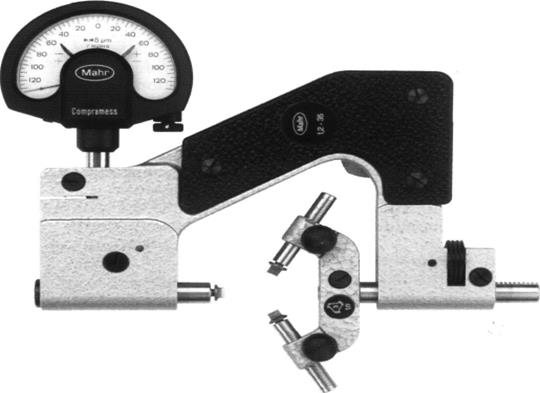
Приборы для измерения резьбы
Точный микрометр – калиберная скоба 853 для отверстий с резьбой
Эталоны, калибры и меры:
- установочные эталоны для индикаторных приборов

- резьбовые калибры, измерительные дорны

Основным параметром, определяющим точность изготовления резьбы, является отклонение действительного среднего диаметра от номинального.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.