3.9. Исключить систематическую
погрешность, ![]() (∆изм.сл.
см. в п. 3.1).
(∆изм.сл.
см. в п. 3.1).
3.10. Записать полученный результат в виде: ![]() ; Р
= 0,95.
; Р
= 0,95.
Контрольные вопросы
1. MX средств измерений.
2. Основная и дополнительные ошибки СИ.
3. Систематическая и случайная ошибки СИ.
4. Абсолютная погрешность СИ, как может быть задана.
5. Относительная, приведенная погрешность СИ.
6. Поверка СИ.
7. Методы поверки СИ.
8. Соотношение погрешность поверяемого СИ и эталонного СИэ.
9. Что показывают измерения деталей?
· в одной точке?
· по всей длине детали?
· в партии
10. Какие параметром определяется систематическая составляющая погрешности изготовления (измерения)?
11. Какой статистический параметр характеризует случайную составляющую погрешности измерений?
12. От чего зависит точность и воспроизводимость результатов измерений?
13. Что такое доверительный интервал и доверительная вероятность?
14. Как определяется случайная составляющая погрешности измерения?
15. Как записывается результат измерения?
16. Как учитываются систематические погрешности измерения, перешедшие в разряд случайных?
Лабораторная работа № 4
Нормирование и измерение шероховатости поверхностей деталей машин
Цель работы: Научиться нормировать и измерять шероховатость поверхностей деталей машин.
Общие сведения.
Шероховатость поверхности возникает вследствие воздействия инструмента на поверхность детали при обработке. Шероховатостью поверхности называется совокупность неровностей поверхности с относительно малыми шагами. Шероховатость измеряют на базовой длине относительно базовой линии. Обычно за базовую линию принимают среднюю линию профиля шероховатости. Средняя линия проводится так, что в пределах базовой линии среднее квадратичное отклонение профиля до этой линии минимально (рис. 1). Числовые значения базовой длины выбирают из ряда: 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 мм.
Для надежной оценки шероховатости измерения следует повторять несколько раз в разных местах поверхности и за результат принимать среднее арифметическое всех результатов измерения.
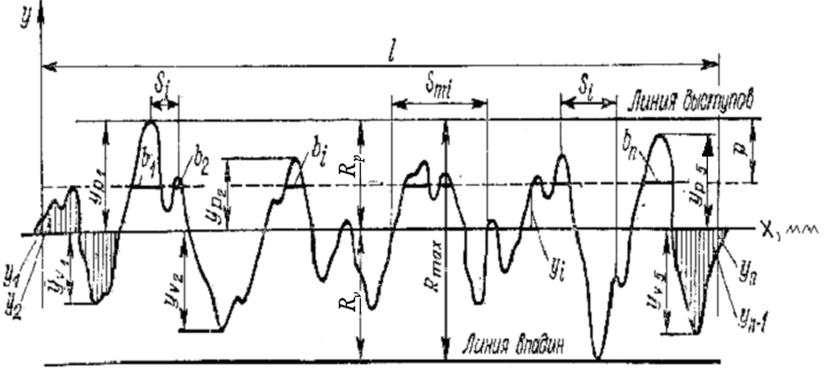
Рис. 1. Профилограмма шероховатости
Шероховатость поверхности можно оценивать одним или несколькими параметрами:
 или
или  ,
,
где Rа – среднее арифметическое отклонение профиля; n – число выбранных точек на базовой длине; уi – расстояние между точками профиля и средней линией.
Высота неровностей по десяти точкам Rz
 ,
,
где урi – высота i наибольшего выступа профиля; уvi – глубина i наибольшей впадины профиля в пределах базовой длины.
Наибольшая высота неровностей профиля Rmax
![]() ,
,
где Rp – максимальная высота выступов; Rv – максимальная глубина впадин.
Средний шаг неровностей Sm
 ,
,
где n – число шагов в пределах базовой длины; Smi – шаг неровностей, равный длине отрезка средней линии, пересекающий профиль в трех соседних точках и ограниченный двумя крайними точками.
Средний шаг местных выступов профиля S
 ,
,
где Si – шаг неровностей профиля по вершинам.
Относительная опорная длина профиля tp
 ,
,
где hр – опорная длина профиля, т.е. сумма отрезков, отсекаемых на заданном уровне P линией эквидистантной средней линии в пределах базовой длины ℓ.

![]() .
.
Значение P выбирают из ряда 5, 10, 20, 25, 30, 40, 50, 60, 70, 80, 90% от Rmax и откладывают от линии выступов профиля в материал детали.
Параметр Ra является предпочтительным.
При определение параметров Ra, Rz, Rmax по профилограмме следует учитывать ВУ – вертикальное увеличение и ГУ – горизонтальное увеличение.
Структура обозначения шероховатости приведена на рис. 2.
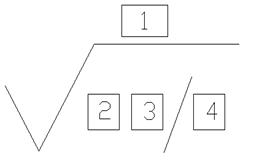
Рис. 2. Структура обозначения шероховатости: 1 – способ обработки поверхности; 2 – направление
неровностей; 3 – базовая длина; 4 – параметр шероховатости
 – среднее арифметическое
отклонение профиля не более 1,25 мкм;
– среднее арифметическое
отклонение профиля не более 1,25 мкм;
![]() – поверхность получается
съемом материала (
– поверхность получается
съемом материала (![]() );
высота неровностей по 10 точкам не более 20 мкм;
);
высота неровностей по 10 точкам не более 20 мкм;
 – поверхность получается без
съема материала (
– поверхность получается без
съема материала (![]() );
среднее арифметическое отклонение профиля неуказанное на чертеже [остальное (
);
среднее арифметическое отклонение профиля неуказанное на чертеже [остальное ( ![]() )] не более 20 мкм;
)] не более 20 мкм;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.