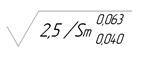
 – средний шаг неровностей
профиля от 0,04 до 0,063 мм на базовой длине замера 2,5 мм;
– средний шаг неровностей
профиля от 0,04 до 0,063 мм на базовой длине замера 2,5 мм;
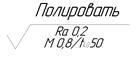 – поверхность получается полированием,
– поверхность получается полированием, ![]() мкм;
мкм;
– относительная опорная длина профиля на уровне сечения 40% не менее 50% на базовой длине 0,8; на направление неровностей произвольное (М).
 – шероховатость по контуру детали.
– шероховатость по контуру детали.
Обозначение
направления неровностей: = параллельное, ![]() перпендикулярное,
X – перекрещивающееся, M – произвольное, C –
кругообразное, R – радиальное.
перпендикулярное,
X – перекрещивающееся, M – произвольное, C –
кругообразное, R – радиальное.
Нормирование параметра шероховатости Ra
В зависимости от условий эксплуатации Ra может определяться по трем уровням относительной геометрической точности:
A (нормальная точность) Ra = 0,05 T (5% от допуска T)
B (повышенная точность) Ra = 0,025 T (2,5% от допуска T)
C (высокая точность) Ra = 0,01 T (1% от допуска T)
Уровень точности B рекомендуется использовать для изделий приборостроения; C – для деталей гидравлики, пневматики, контактирующих с рабочим жидкостями и уплотнениями; при изготовлении калибров, шаблонов, мер.
Пример: определить параметр шероховатости Ra для детали «вал» (рис. 3) по нормальному уровню точности А
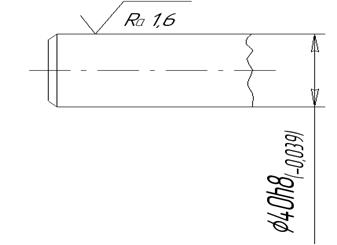
Рис. 3
![]() мкм
мкм
После расчета выбирается ближайшее стандартное значение, соответствующее или начальному значению Ra для класса шероховатости или дополнительно рекомендуемому значению (см. табл. 1.) Для данного примера Ra = 2,5 мкм (начальное значение 6 класса Ra = 2,5….1,25) или Ra = 1,6 мкм (дополнительное рекомендуемое значение).
Оборудование и приборы.
Образцы шероховатости, профилометр 253, профилограф, детали машин.
Таблица 1
Классы шероховатости поверхности
|
Класс |
Ra, мкм |
Доп. рек Ra, мкм |
Rz, мкм |
Виды обработки |
|
1 |
80-40 |
50(63) |
320-160 |
Литые заготовки |
|
2 |
40-20 |
25 |
160-80 |
Обдирка |
|
3 |
20-10 |
12,5 |
80-40 |
Черновое точение, фрезерование, сверление, строгание |
|
4 |
10-5 |
6,3 |
40-20 |
Нормальное точение, растачивание, фрезерование, сверление, зенкерование |
|
5 |
5-2,5 |
3,2 |
20-10 |
Чистовые виды обработки: точение, растачивание, зенкерование, сверление, строгание, фрезерование |
|
6 |
2,5-1,25 |
1,6 |
10-5 |
Грубое шлифование, чистовое: точение, растачивание, зенкерование, сверление, строгание, фрезерование, черновое развертывание |
|
7 |
1,25-0,63 |
0,8 |
6,3-3,2 |
Чистовое шлифование, точение, растачивание, зенкерование, фрезерование, протягивание, развертывание |
|
8 |
0,63-0,32 |
0,4 |
3,2-1,6 |
Доводка, полировка, чистовое: протягивание, развертывание, тонкое точение, растачивание, шлифование |
|
9 |
0,32-0,16 |
0,2 |
1,6-0,8 |
Доводка, полировка, тонкое точение, растачивание, раскатка роликами |
|
10 |
0,16-008 |
0,1 |
0,8-0,4 |
Суперфиниширование, доводка, полировка, раскатка роликами |
|
11 |
0,08-0,04 |
0,05 |
0,4-0,2 |
Полировка, доводка |
|
12 |
0,04-0,02 |
0,025 |
0,2-0,1 |
|
|
13 |
Не нормируется |
0,1-0,05 |
Зеркальные поверхности, полировка |
|
|
14 |
0,05-0,025 |
|||
Количественный контроль параметров шероховатости осуществляют бесконтактными методами (с помощью приборов светового сечения типа МИС-11 и ПСС-2, микроинтерферометров, имерсионно-репликовых микроинтерферометров МИИ-10, типа МИИ-4, МИИ-9, МИИ-11, МИИ-12, растровых измерительных микроскопов типа ОРИМ-1 и др.) и контактными методами с помощью щуповых приборов (профилометров и профилографов).
Для контроля деталей из мягких материалов применяют бесконтактные приборы.
В бесконтактных приборах (типа ПСС-2 и МИС-11), принцип действия которых основан на измерении параметров проекции светового сечения исследуемой поверхности с помощью наклонно направленного к ней светового пучка.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.