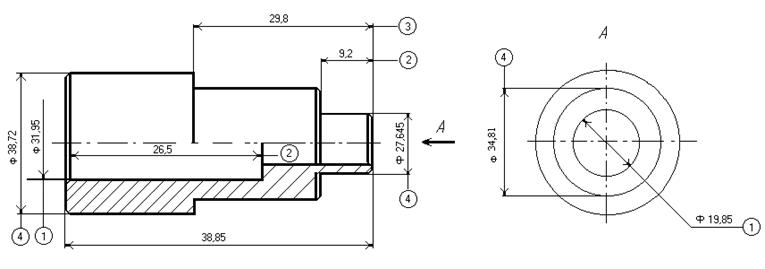
ЭСКИЗ ДЕТАЛИ
![]()
![]()
где 1 … 4 – соответствует номеру средства измерения,
![]()
Р – размер получается расчетным (косвенным измерением) методом.
Лабораторная работа № 2
Относительные измерения.
Измерение линейных и угловых размеров
Цель работы: Научиться пользоваться скобами рычажными, индикаторами, индикаторными нутромерами.
Общие сведения.
Относительное измерение – это измерение отношения величины к одноименной величине, играющей роль единицы, или изменения величины по отношению к одноименной величине, принимаемой за исходную.
Прямые измерения – это измерения, проводимые прямым методом, при котором искомое значение величины получают непосредственно.
Косвенные измерения – это измерения, проводимые косвенным методом, при котором искомое значение физической величины определяется на основании результатов прямых измерений других физических величин, функционально связанных с искомой величиной.
Относительные измерения, как правило, дают более высокую точность и производительность, чем абсолютные, и применяются при контроле точных размеров деталей, отклонений формы и расположения поверхностей.
 |
Рис. 1. Скоба рычажная: 1 – скоба; 2 – подвижная пятка; 3 – микрометрический винт; 4 – стопор;
5 – микрометрическая гайка; 6 – отсчетное устройство; 7 – указатель пределов допуска;
8 – кнопка отжима подвижной пятки
Наиболее широкое распространение получили относительные измерения с помощью скоб рычажных, рычажных микрометров, индикаторов и индикаторных нутромеров.
|
Рис. 2. Плоскопараллельные концевые меры |
Скобы рычажные применяются для измерения размеров с точностью до 0,001 мм (рис. 1).
Перед началом измерений устанавливают скобу рычажную на исходный размер по эталону. В качестве эталона может использоваться блок плоскопараллельных концевых мер (рис. 2). Перемещением микрометрического винта поверхность подвижной пятки вводят в соприкосновение с эталоном, при этом стрелка отсчетного устройства должна совпадать с нулевым штрихом шкалы отсчетного устройства. После установки на «0» стопором 4 фиксируют положение стрелки.
При измерении деталей определяются отклонения от исходного размера. При нажатии на кнопку подвижная пятка отходит от микрометрического винта на расстояние больше измеряемого. Измеряемая деталь помещается между подвижной пяткой и микрометрическим винтом, и кнопка 8 опускается. При этом подвижная пятка и микрометрический винт соприкасаются с поверхностью детали. Положение стрелки отсчетного устройства показывает величину отклонения размера детали от исходного размера в сторону увеличения (+) или в сторону уменьшения (-). Величина размера определяется по формуле:
A = Aн ± n∙i,
где A – измеренный действительный размер; n – число делений шкалы отсчетного устройства от нулевого деления до стрелки; i – цена деления отсчетного устройства.
Рис. 3. Выставление скобы рычажной на необходимый размер с помощью концевых мер:
а – сборка концевых мер; б – притирка концевых мер; в – выставление скобы на 0
Набор концевых мер (рис. 2) начинают собирать с последней цифры собираемого размера. Рекомендуется подбирать не более трех мер для уменьшения погрешности измерения. При точных измерениях проводится расчет погрешности измерения. Взятые из набора концевые меры плотно прижимаются друг к другу (рис. 3, а). Затем их необходимо притереть до надежного слипания (рис. 3, б). После этого полученный набор зажимают в скобе рычажной, поворачивая микрометрическую гайку, до выхода стрелки индикатора на 0 (рис. 3, в).
После выставления скобы на 0, микрометрический винт фиксируется стопором, и набор концевых мер высвобождается нажатием кнопки отжима подвижной пятки 1, 2 (рис. 4). Вынув концевые меры из скобы 3 (рис. 4), помещаем обмеряемую деталь между зажимами, удерживая при этом кнопку отжима. Затем, отпустив кнопку, фиксируем отклонение стрелки от 0 по шкале индикатора 4 (рис. 4).
 |
Рис. 4. Произведение замера: 1 – фиксирование стопора; 2 – отжим подвижной пятки;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
