Лабораторная работа №3
Измерение глубины, высот, толщины деталей, размеров канавок с помощью универсальных средств измерений и специальных калибров.
Цель работы: приобретение навыков при измерении глубин, высот с помощью микрометрических и индикаторных глубиномеров, толщины деталей – с помощью микрометрических и индикаторных толщиномеров; глубины канавок с помощью специальных калибров.
Для точных измерений глубин, высот деталей машин используются микрометрические и индикаторные глубиномеры.
Микрометрические глубиномеры, представленные на рис. 1 комплектуются наборами вставок – стержней длинной 25 мм; 25-50 мм; 50-100 мм …( в зависимости от диапазона замеров)
В зависимости от предполагаемой длинны замера выбирается вставка и монтируется в прибор.
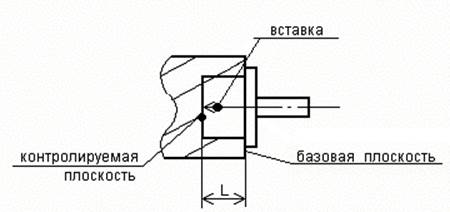
При замере глубины паза, высоты детали вставка с помощью микрометрического винта выдвигается до тех пор, пока не произойдет её соприкосновение с контролируемой поверхностью. При этом базовая плоскость прибора должна быть без зазора прижата к той поверхности, от которой производится замер.
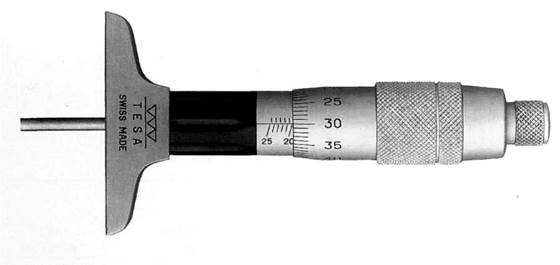 Схема замера приведена на рис. 2
Схема замера приведена на рис. 2
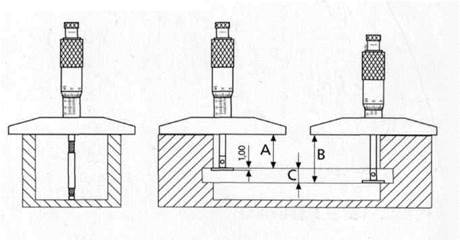

Рис. 2
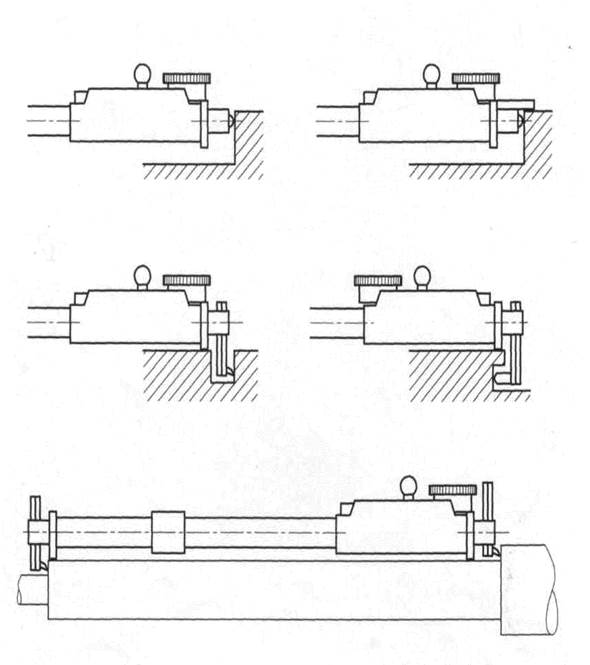
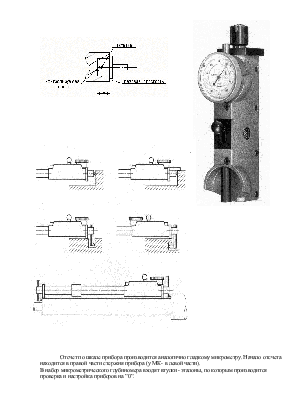
Отсчет по шкале прибора производится аналогично гладкому микрометру. Начало отсчета находится в правой части стержня прибора (у МК- в левой части).
В набор микрометрического глубиномера входят втулки- эталоны, по которым производится проверка и настройка приборов на ”0”.
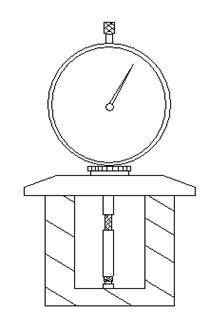
Индикаторные глубиномеры, представленные на рис.3 настраиваются на ”0” по эталону.
|
|
 Результат
измерения определяется как сумма размера настройки и величины отклонения на СИ:
L=Lнастр+∆L
Результат
измерения определяется как сумма размера настройки и величины отклонения на СИ:
L=Lнастр+∆L
Рис3
Для повышения точности измерения толщины деталей используются микрометрические толщиномеры или специализированные микромеры, представленные на рис.4 .
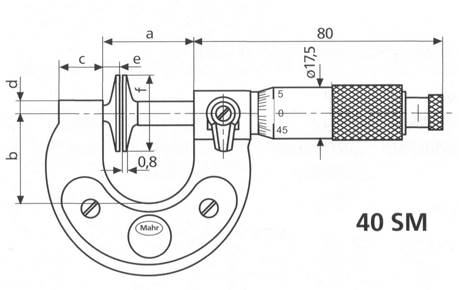


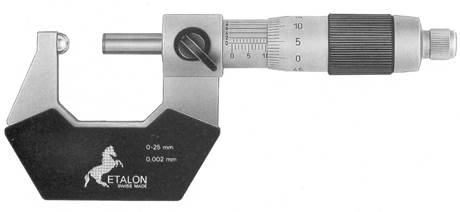
Рис 4
Площадь опорной поверхности при контроле у таких приборов мала, что позволяет замерять в большом числе точек контроля, повышая достоверность результатов.
Индикаторные толщиномеры просты и удобны в эксплуатации. С помощью рычага подвижная пятка прибора отводится, вставляется деталь, пятка опускается.
Отсчет результата измерения осуществляется по двум шкалам: на малой шкале отсчитываются целые мм.( цена деления малой шкалы j=1мм.); на большой шкале j=0,1мм.
Примечание: погрешность отсчета оператора может составлять 0,2j самой точности шкалы прибора.
Результат замера:  , где ni – число делений; ji – цена деления i шкалы; mn – доля
самой точной n шкалы,
определенная оператором при замере; jn – цена деления самой точной шкалы.
, где ni – число делений; ji – цена деления i шкалы; mn – доля
самой точной n шкалы,
определенная оператором при замере; jn – цена деления самой точной шкалы.
Измерение наружных и внутренних канавок деталей машин
Измерение наружных и внутренних канавок деталей машин представляет определенный ряд трудностей ввиду малой ширины и труднодоступности при замере.
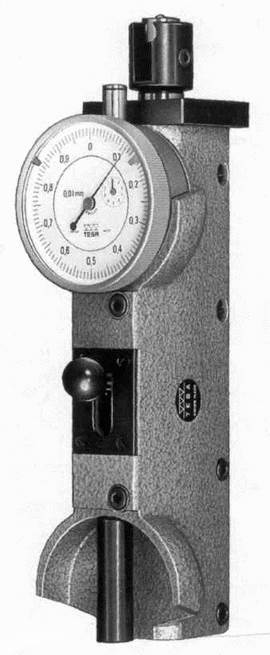
Для измерения подобных поверхностей используются специальные приборы представленные на рис. 5 или специализированные калибры.
Схемы измерений представлены на рис. 6 и рис. 7.
Индикаторные приборы настраиваются на ”0” с помощью эталонов. Результат измерений получаем:
D=Dнастр+∆D
При использовании калибров деталь считается годной, если указатель не вышел за предельные риски.
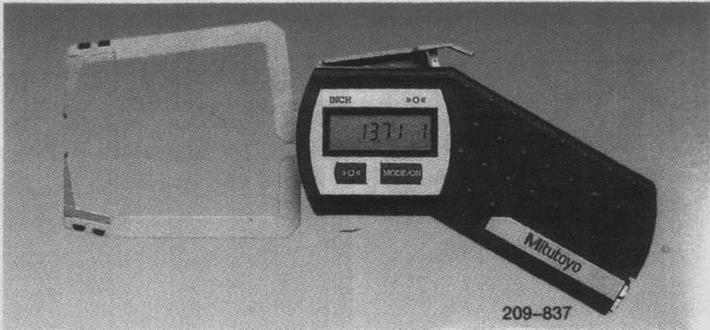
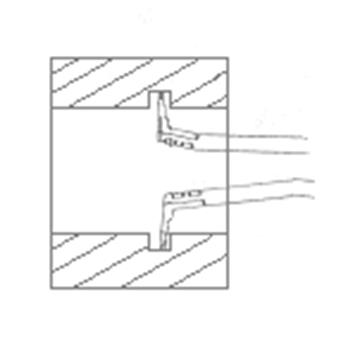
Рис 5
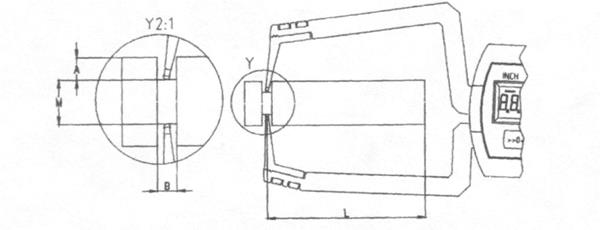
Рис6 Рис7
Порядок выполнения работы.
1. Ознакомится с прибором.
2. Проверить установку на “0” с помощью эталона.
3. Выполнить замеры деталей (по заданию руководителя). Данные занести в таблицу.
При защите работы проверяются навыки работы со всеми изученными приборами (СИ); знание метрологических характеристик СИ
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.