ЛАБОРАТОРНАЯ РАБОТА № 1
Измерение линейных и угловых размеров
Цель работы: Приобретение и закрепление ранее полученных навыков при измерениях типовых деталей машин , имеющих конические , шлицевые поверхнос- ти , проточки под уплотнения , а также выборе средств измерений.
При контроле деталей, имеющих конические поверхности следует учитывать, что нормирование допусков на диаметр конуса детали может осуществляться двумя способами :
![]()
![]()
![]() 1) Допуск может задаваться одинаковым в любом сечении конуса, и
действительные размеры годной детали должны находиться между двумя предельными
конусами. При этом допуск на угол отдельно не нормируется. На чертеже величина
конусности указывается в рамке
1) Допуск может задаваться одинаковым в любом сечении конуса, и
действительные размеры годной детали должны находиться между двумя предельными
конусами. При этом допуск на угол отдельно не нормируется. На чертеже величина
конусности указывается в рамке
< 1:10 (рис. 1.)
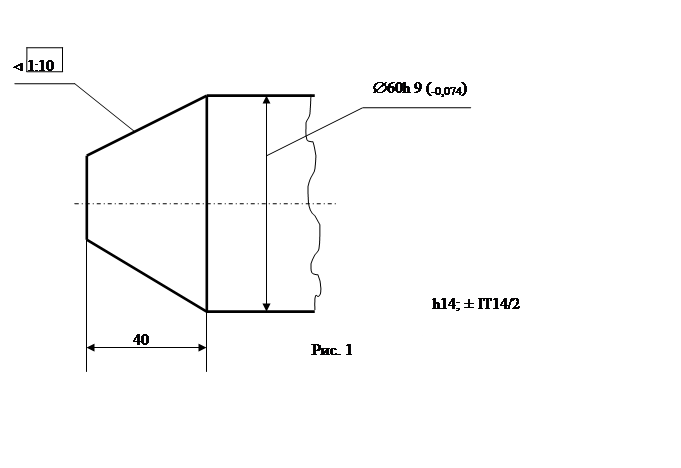
В этом случае деталь будет считаться годной, если при измерении диаметра большого основания действительные размеры детали лежат между
Dmax = 60мм
Dmin= 59.926мм
Длины конуса детали 40js 14 (± 0.31) - предельные размеры длины корпуса: Lmax=40.31 мм
Lmin=39,69 мм ,
Размеры диаметра малого основания определяются следующим образом :
· измеряется длина конуса Lизг. , полученная при изготовлении;
· определяются предельные размеры диаметра малого основания в этом сечении:
т.к. конусность с = (D-d)/L , предельные размеры малого основан
dmax = Dmax-c Lизг
dmin = Dmin-c Lизг , где
D-диаметр большого основания;
d -диаметр малого основания;
L -длина конуса;
Например, при измерении Lизг = 40,1мм, тогда
dmax =60-40,1/10=60-4,01=55,99 мм
dmin =59,926-4,01=55,916 мм
Или: номинальный размер d = d- cLизг= 60-4,01=55,99 мм с отклонением в тело детали Æ55.99(-0,074)
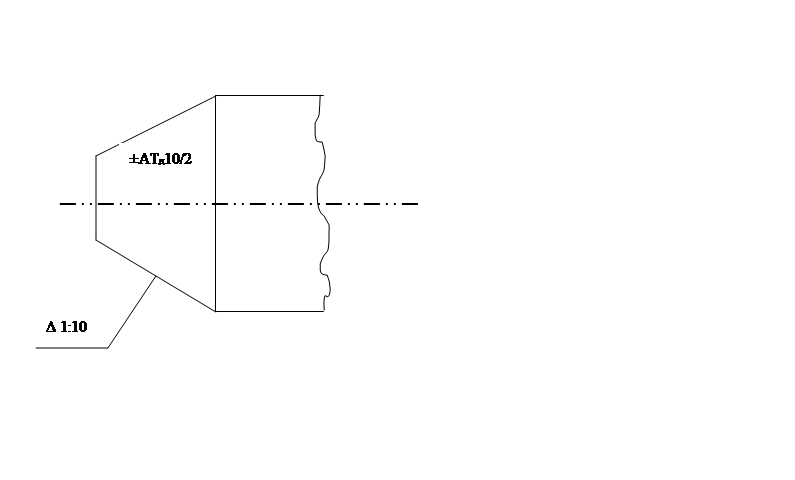
2) Допуск на диаметр конуса может задаваться только в одном сечении кону- са, в остальных сечениях точностью изготовления будет определяться допуском, заданным на угол конуса. На чертеже величина конусности указывается без рамки 1:10(рис.2.)
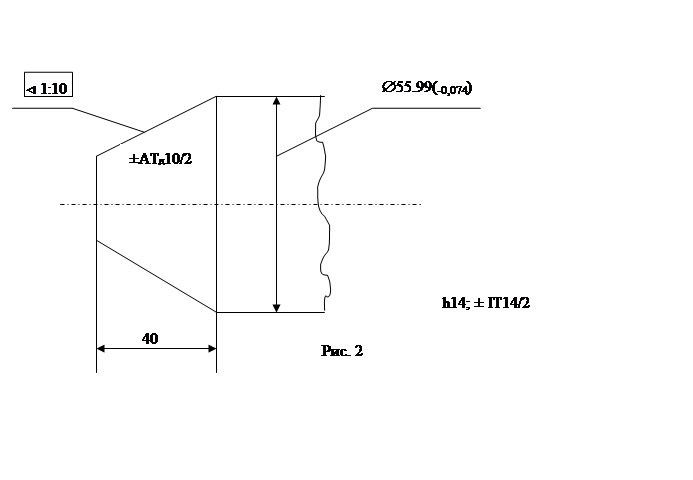
Деталь, рис.2. , будет считаться годной, если размеры диаметра большого основания, лежат между: Dmax=60 мм;
Dmin=59,926 мм;
длины: lmax=40.31мм;
Lmin=39,69 мм;
Размеры диаметра малого основания определяются следующим образом:
· измеряется диаметр большого основания конуса Dизг.;
· измеряется длина конуса Lизг;
· определяется номинальное значение диаметра малого основания:
d=Dизг.-с Lизг;
· по ГОСТ 8908-81 выбирается отклонения (по точности изготовления угла конуса АТД 10 и длине конуса Lизг.).
Если отклонения на угол конуса заданы симметрично: ±АТД10/2, то на диаметр конуса они будут заданы аналогично
Например, при изготовлении получили:
Dизг.= 59,9 мм
Lизг = 40,1мм, тогда
d=59,9-4,01=55,89
Отклонения на диаметр составляет ± 0,025 мм
В ГОСТ 8 908 – 81 указываются предельные значения допуска в зависимости от длины конуса.
Для интервала
Св 40 до 63 мм
АТD = 50…80 мкм
Для определения нужных отклонений, следует решить пропорцию с учетом Lизг
Предельные значения диаметра малого основания:
dmax=55,89+0,025=55,915 мм
dmin=55,89-0,025=55,865 мм
Выбор средств измерений (СИ) осуществляется исходя из условия, что погрешность измерения не должна превышать:
20% от допуска (Т) для 10-7 квалитета;
25% от допуска (Т) для 8-9 квалитета;
30% от допуска (Т) для 6-7 квалитета;
35% от допуска (Т) для до 5 квалитета.
В производственных условиях можно пользоваться упрощенной формулой: цена деления измерительного средства
j ≤ (1/2/…1/3)Т
Порядок выполнения работы:
1) Ознакомится с чертежами двух деталей ( 20…30мм).
2) Для каждого из размеров, указанных на чертеже подобрать СИ.
3) Выполнить технические измерения.
4) Для конических поверхностей выполнить необходимые расчеты.
5) Данные занести в табл. 1.
6) По каждому из размеров сделать вывод о годности детали.
Таблица 1
|
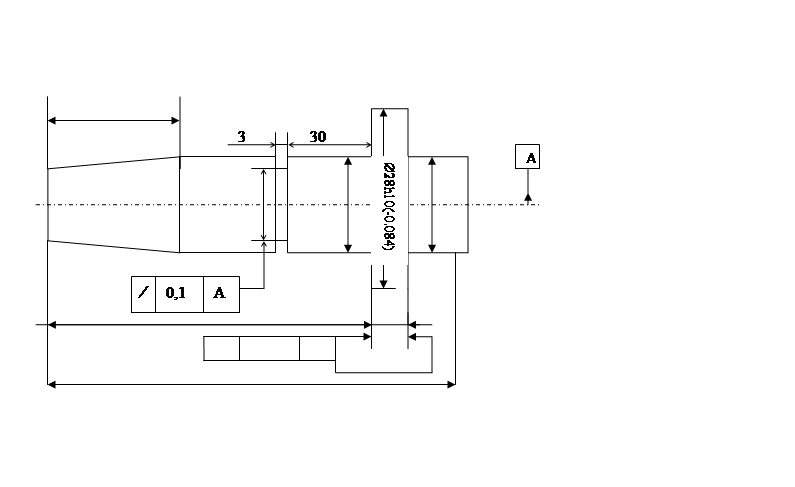
вариант рис. 3
Контрольные вопросы:
1) Допуски углов и конусов. Методы контроля.
2) Нормирование допусков на диаметры конусов. Методики контроля.
3) Условные обозначения на чертежах элементов углов и конусов.
4) Посадки конических соединений.
5) Инструментальные конусы.

Лабораторная работа № 2
Поверка средств измерения
Цель работы: ознакомление с метрологическими характеристиками (МХ)
средств измерений (СИ), приобретение навыков проведения
поверки средств измерений.
На практике наиболее распространены следующие MX СИ:
Диапазон измерений - область измеряемой величины, для которой нормированы допускаемые погрешности:
Предел измерения - наибольшее или наименьшее значение диапазона измерений (с которого удобно производить отсчеты).
Цена деления шкалы - разность значений величин, соответствующих двум
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.