4. Режим работы механизмов:
а) подъёма - 40% ПВ;
б) передвижения крана - 40%ПВ;
в) передвижения тележки - 40%ПВ;
г) поворота тележки - 40%ПВ.
5. Грузоподъёмность: на канатах - 20 тн;
на магнитах - 10 тн.
6. Высота подъёма - 4,93 м.
7. Скорость подъёма - 16 м/мин.
8. Скорость передвижения:
крана - 130 м/мин.
тележки - 50 м/мин,
поворота - 2 об/мин.
9. Пролет крана - 28 м.
4. КРАН, УПРАВЛЯЕМЫЙ С ПОЛА Q =
15 ТН
Техническая характеристика
1. Тип: мостовой
электрический, управляемый с пола.
2. Назначение: подъём и перемещение грузов.
3. Исполнение: нормальное.
4. Режим работы механизмов: .
а) главного подъёма ПВ - 15% легкий;
б) передвижение крана ПВ - 15% легкий;
в) передвижение тележки ПВ - 15% легкий.
5. Грузоподъёмность - 15 тн.
6. Высота подъёма - 8м.
7. Скорость подъема - 2 м/мин.
8. Скорость передвижения - 45 м/мин.
9. Скорость тележки - 17 м/мин.
10. Пролет крана - 11,1 м.
11. Вес крана - 15,1 тс.
12. Вес моста - 6,335
тс. '
13. Вес тележки с механизмами - 4,004 тс.
14. Максимальная нагрузка от колеса крана на рельс - 13,5 тн.
15. Расстояние от головки рельса до настила - 45 мм.
5. КРАН-ШТАБЕЛЕР
1. Тип: стеллажный с одним механическим захватом.
2. Режим работы механизмов:
а) подъём -тяжелый;
б) передвижение груза - тяжелый.
3. Грузоподъёмность - 1,0 т
4. Высота подъема - 4,85 м.
5. Скорость подъёма - 12 м/мин.
6. Скорость движения:
а) нормальная - 60 м/мин.;
б) малая - 10 м/мин.
7. Длина подкранового пути - 76,7 м.
8. Вес крана - 1758 кг.
|
|
|
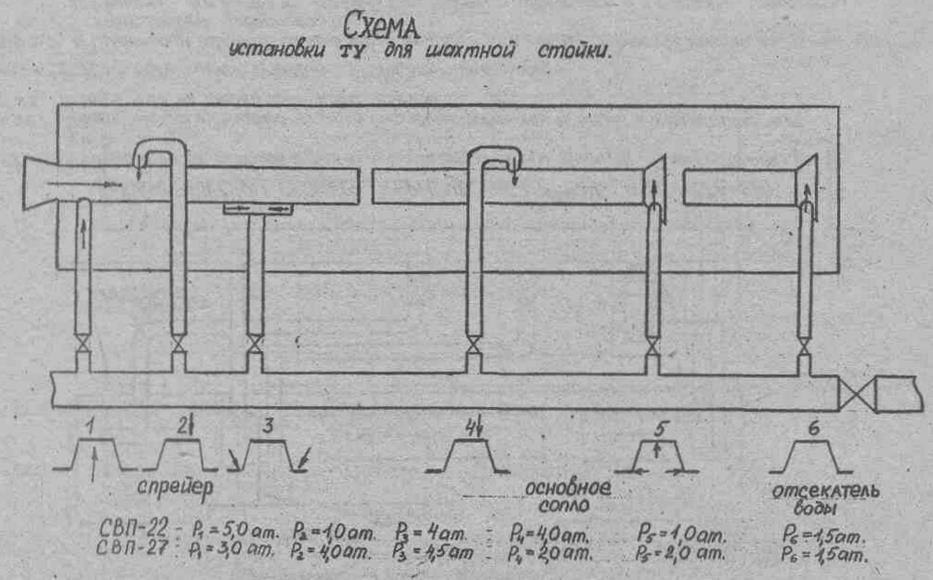
Задвижка №1 Подает воду на нижний сопловой спрейер. С увеличением
давления на подводе приводит к размолвке уголка.
Задвижка №2 Подает воду на основное сопло, охлаждая весь профиль
и создает давление в камере.
Задвижка №3 Подает воду на верхний сопловый спрейер. С
увеличением давления на подводе приводит к смолковке угля.
Задвижка №4 Отсекает воду с левой, правой полки и с низу
прокатываемого уголка, а также может править искривление проката в
горизонтальной плоскости.
Задвижка №5 Основная.
|
|
|

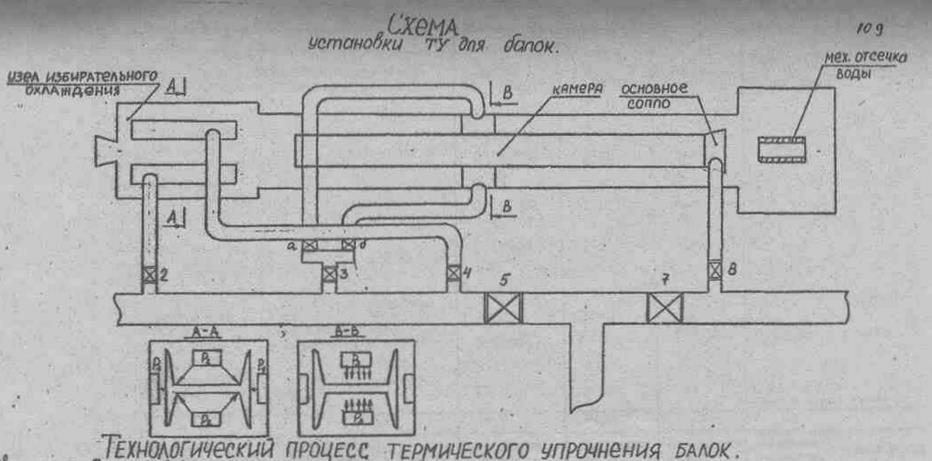
Задвижка
№1 Подает воду основное сопло и охлаждает флянцы снаружи и внутри давлением
Р1.
Задвижка
№2 Подает воду на узел избирательного охлаждения Р2 в углы
изнутри швеллера.
Задвижка
№3 Подает воду на шейку швеллера сверху
Задвижка
№4 Подает воду через краны а и б на отсечное сопло.
Примечание:
1. Изменением давления на узле избирательного охлаждения можно увеличить
или уменьшить размолвку швеллера.
2. Кранами а и б можно править искривления швеллера в
горизонтальной плоскости.
3. Искривление проката идет на горячую
полку, для исправления искривления проката необходимо добавить воду на
горячую полку.
|
|
|
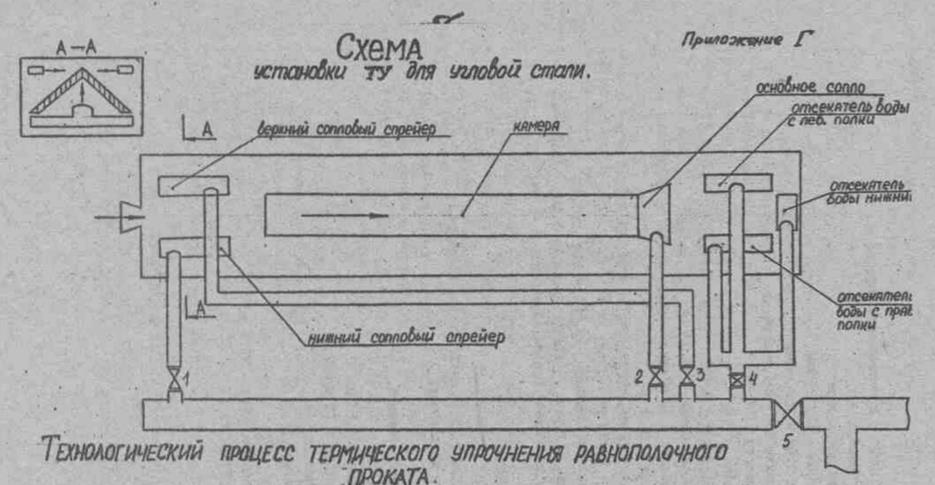
Задвижка №2 Подает воду на флянцы с наружным давлением Р1
Задвижка №3 Через краны подает воду на шейку снизу и сверху
давлением Р3 , может регулировать смолковку и размолковку
флянцев путем изменения подачи воды на шейку кранами а и б.
Задвижка №4 Подает воду в углы флянца с шейкой давлением Р2 .
Задвижка №8 Подает воду на основное сопло давлением Р4 ,
охлаждая весь профиль проката и создает давление в камере.
Примечание: Коробление проката происходит на сторону, которая
горячая. Для ликвидации коробления проката на горячую сторону необходимо
добавить давление воды или уменьшить давление воды на холодную сторону
проката
Давление воды для подстуживания:
Р1 – 2 Р2 - 2 t0 – 760-850C0
Р3 – 0 Р4 – 0,5
|
|
|
Приложение Д
КАРТА
метрологического
обеспечения технологического режима стана «450»