Функциональные
схемы систем стабилизации мощности резания для процессов фрезерования и точения
металлов приведены на рис. 4.33
стр. 271 и 4.27 стр. 265 [1].
Подробное
описание систем стабилизации и методов измерения мощности резания по значению
электромагнитной мощности ![]() электропривода
шпинделя с учетом потерь в двигателе
электропривода
шпинделя с учетом потерь в двигателе ![]() и передаточном
механизме
и передаточном
механизме ![]() дано в [1] и в [6]. В развернутом
виде функциональная схема системы стабилизации мощности при использовании в
качестве привода шпинделя асинхронного электропривода приведена на рис. 4.1. Описание
дано в [1] и в [6]. В развернутом
виде функциональная схема системы стабилизации мощности при использовании в
качестве привода шпинделя асинхронного электропривода приведена на рис. 4.1. Описание
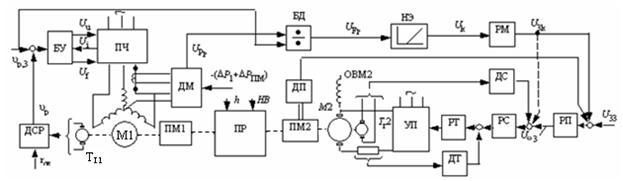 |
Рис. 4.1
Для заданных вариантов процесса резания и типа привода шпинделя необходимо разработать математическое описание системы стабилизации мощности резания, выбрать регуляторы и рассчитать их параметры, осуществить исследование системы на ПК при изменении задающих переменных (по мощности, скорости резания, величине подачи) и при волновых возмущающих воздействиях. При этом следует считать, что процесс резания характеризуется передаточной функцией
![]() ,
,
где ![]() ,
, ![]() -
коэффициент и постоянная времени резания. В соответствии с эмпирической
формулой
-
коэффициент и постоянная времени резания. В соответствии с эмпирической
формулой ![]() , где
, где ![]() ,
, ![]() ,
, ![]() -
коэффициент и показатели степени, зависящие от вида обработки, материала
инструмента детали. Постоянная
-
коэффициент и показатели степени, зависящие от вида обработки, материала
инструмента детали. Постоянная ![]() приближенно
определяется в виде
приближенно
определяется в виде ![]() » 2p/wш.
Структурная схема системы стабилизации мощности резания показана на рис. 4.2.
» 2p/wш.
Структурная схема системы стабилизации мощности резания показана на рис. 4.2.
4.2. Порядок выполнения работы
1. Ознакомиться с техническим описанием комплектных электроприводов и датчиков.
2. Составить математическое описание процесса стабилизации мощности резания (см. рис. 4.1).
3. Рассчитать систему стабилизации в соответствии с вариантом задания.
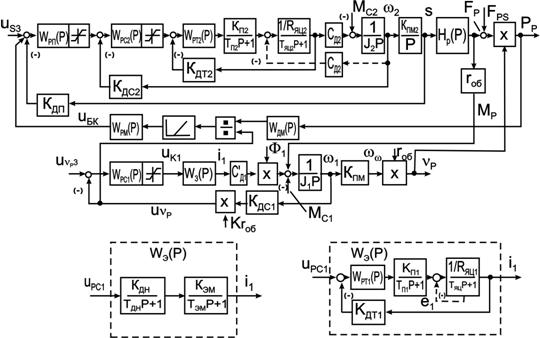 |
Рис. 4.2
4. Получить переходные процессы для заданных вида и значений управляющих и возмущающих воздействий.
5.
Исследовать влияние систем стабилизации скорости резания ![]() и управления подачей S на
стабилизацию мощности резания.
и управления подачей S на
стабилизацию мощности резания.
ИССЛЕДОВАНИЕ СИСТЕМЫ УПРАВЛЕНИЯ СЕКЦИЯМИ
БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ
Целью работы являются: исследование систем стабилизации скорости и соотношения скоростей секций бумагоделательной машины; изучение состава технических средств систем.
5.1. Содержание работы
Бумажное полотно формируется из бумажной массы в результате нескольких непрерывно протекающих технологических операций. Эти операции осуществляются в секциях машины, управление движением которых производится с помощью систем многодвигательных электроприводов. Системы оснащаются устройствами задания скорости и соотношения скоростей и имеют обратные связи по скоростям и по токам секционных электродвигателей.
На схеме бумагоделательной машины (рис. 5.1) показана часть секций машины, выполняющих технологические операции: удаления влаги с помощью вакуумных устройств и прессования, сушки бумаги, каландирования и намотки бумаги в рулон. Аналогичную схему имеют и картоноделательные машины. Системы управления машинами рассматриваются в [1].
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.