 |
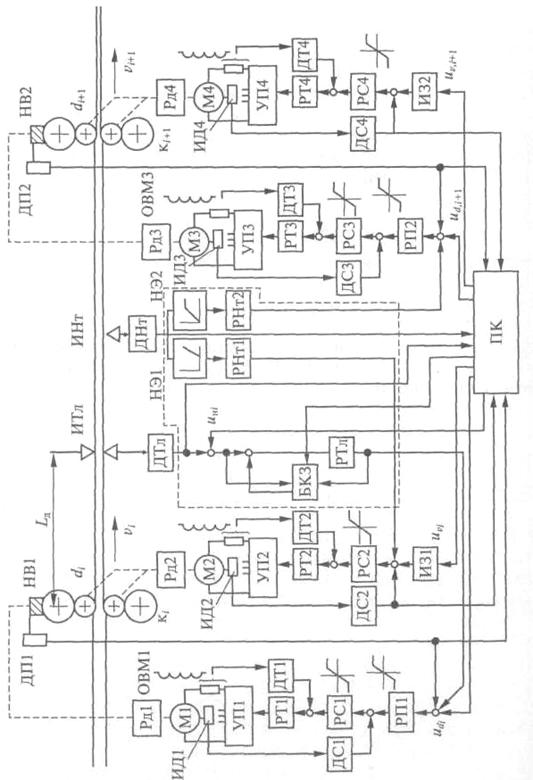
Для простоты исследования вместо двух синхронизированных по положению и по скорости следящих систем на каждой клети рассматривается одна следящая система. Это эквивалентно полной синхронизации двух следящих систем. Отдельно вопросы синхронизации изучаются в лабораторной работе 8.
Управление натяжением полосы металла производится по двум каналам с помощью измерителя ИНт и датчика ДНт натяжения, нелинейных элементов НЭ1, НЭ2 и регуляторов натяжения РНт1, РНт2. Нелинейные элементы согласованы таким образом, что при малых уровнях натяжений работает канал с элементами НЭ2 и РНт2, при больших - канал с элементами НЭ1 и РНт1.
Для заданного варианта лабораторной работы необходимо: разработать математическое описание системы управления, алгоритмы управления; рассчитать параметры регуляторов; осуществить исследование системы на ПК в режимах пуска, рабочего функционирования и останова клетей.
Исходными данными к выполнению работы являются данные по режиму прокатки; параметры полосы металла, клети, средств системы управления; характеристики управляющих и возмущающих воздействий.
Структурная схема системы управления смежными клетями показана на рис. 9.3.
Межклетевое натяжение
зависит от разности скоростей металла на выходе из клетей ![]() ,
, ![]() и
величин обжатий металла
и
величин обжатий металла ![]() ,
, ![]() . Результирующее значение натяжения
. Результирующее значение натяжения ![]() определяется из равенства
определяется из равенства![]() =
= ![]() .
.
Отдельные
составляющие этого равенства определяются следующим образом: ![]() ,
, ![]() .
.
Передаточные
функции ![]() ,
, ![]() находятся
из математического описания процесса обжатия в каждой клети в следующем
упрощенном виде:
находятся
из математического описания процесса обжатия в каждой клети в следующем
упрощенном виде:
 ;
;  ,
,
где ![]()
![]()
![]()
![]() -
технологические коэффициенты и постоянные времени.
-
технологические коэффициенты и постоянные времени.
 |
Составляющая
![]() , зависящая от разности скоростей
металла в смежных клетях, определяется таким же образом, как и натяжение бумажной
полосы в лабораторных работах 5 или 6 [5]. С учетом межклетевого расстояния
, зависящая от разности скоростей
металла в смежных клетях, определяется таким же образом, как и натяжение бумажной
полосы в лабораторных работах 5 или 6 [5]. С учетом межклетевого расстояния ![]() , величины жесткости
, величины жесткости ![]() и коэффициента демпфирования
и коэффициента демпфирования ![]() полосы металла имеем
полосы металла имеем
 ;
;  ,
,
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.