7. Выполнить автоматическую настройку параметров системы в процессе перемотки, используя информацию об изменяющихся радиусах рулонов, получаемую от датчиков ДР1 и ДР2.
8. Имитируя возмущения системы управления в процессе перемотки в виде волновых процессов с изменяющимися частотами и интенсивностью, осуществить автоматическую оптимизацию системы по минимуму среднеквадратичных ошибок по скорости и по натяжению полотна.
9. Выполнить исследования системы управления в режимах пуска и останова станка с заправленным полотном для заданных интенсивностей разгона и торможения приводов.
10.
Получить графики динамических процессов в системе управления для следующих
случаев: 1) при ступенчатых изменениях управляющих воздействий по скорости и по
натяжению в режиме подрегулировки (малых изменений) начальных значений
переменных при отсутствии возмущений и с учетом изменений радиусов рулонов в
пределах ![]() ;
; ![]() ;
2) то же при возмущении системы волновым процессом; 3) при заданных временных
графиках изменений задающих воздействий по скорости
;
2) то же при возмущении системы волновым процессом; 3) при заданных временных
графиках изменений задающих воздействий по скорости ![]() и
натяжению
и
натяжению ![]() в режимах пуска и останова станка с
заправленным полотном.
в режимах пуска и останова станка с
заправленным полотном.
11. Оценить изменение значений
среднеквадратичных ошибок системы по натяжению и по скорости при включенной и
при выключенной системах автоматической оптимизации и при возмущениях,
соответствующих
п. 8.
ПОПЕРЕЧНО-РЕЗАТЕЛЬНЫМ СТАНКОМ
Целью работы являются: изучение технических средств; расчет и исследование системы управления поперечно-резательным станком, осуществляющим резание движущегося полотна картона на отдельные листы заданной длины (форматы).
7.1. Содержание работы
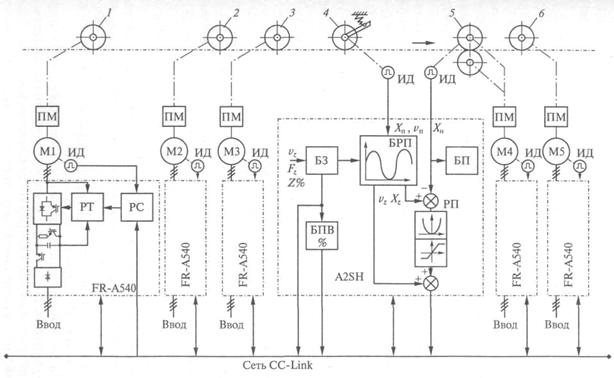
Функциональная схема системы управления станком показана на рис. 7.1. Резка картона осуществляется ножами, установленными на поверхности двух вращающихся ножевых барабанов НБ. Ножи встречаются в заданном месте, рассекая полотно одновременно по всей ширине. Полотно подается к НБ с помощью подающих валов ПВ, вращающихся с постоянной скоростью и сматывающих полотно с рулона Р. При смотке обеспечивается стабилизация натяжения.
Система
управления станком содержит сепаратные системы управления текущим положением
НБ, частотой вращения ПВ и натяжением полотна картона ![]() в
тракте Р-ПВ. В
режиме заправки полотна включается система управления частотой вращения рулона
Р (на рис. 7.1 показана пунктирной линией). Система управления станком
сопрягается с системой управления транспортным устройством, удаляющим пакет
листов картона из зоны резания.
в
тракте Р-ПВ. В
режиме заправки полотна включается система управления частотой вращения рулона
Р (на рис. 7.1 показана пунктирной линией). Система управления станком
сопрягается с системой управления транспортным устройством, удаляющим пакет
листов картона из зоны резания.
Заданная
длина формата ![]() при заданной длине
окружности ножевого барабана
при заданной длине
окружности ножевого барабана ![]() устанавливается
по соотношению линейных скоростей движения картона
устанавливается
по соотношению линейных скоростей движения картона ![]() и
ножей
и
ножей ![]() . В процессе резки возможны три
случая:
. В процессе резки возможны три
случая:
 |
1)
![]() , тогда
, тогда ![]() ;
2)
;
2) ![]() , тогда
, тогда ![]() ;
3)
;
3) ![]() , тогда
, тогда ![]() .
Если в момент реза
.
Если в момент реза ![]() , то происходит сминание
картона до ножей, а если
, то происходит сминание
картона до ножей, а если ![]() , то происходит
сминание отрезанных форматов. Чтобы исключить эти явления, необходимо в момент
реза на участке
, то происходит
сминание отрезанных форматов. Чтобы исключить эти явления, необходимо в момент
реза на участке ![]() обеспечить равенство
скоростей
обеспечить равенство
скоростей ![]() .
.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.