5. Выполнить исследования взаимодействия сепаратных систем управления звеньями манипулятора.
ИССЛЕДОВАНИЕ ВЗАИМОСВЯЗАННЫХ СЕРВОПРИВОДОВ
ПОДАЧ МЕТАЛЛООБРАБАТЫВАЮЩИХ СТАНКОВ
Целью работы являются: исследование влияния динамических свойств следящих электроприводов подач на качество металлообработки; изучение состава технических средств систем управления.
3.1. Содержание работы
Основными показателями качества металлообработки на станках являются точность и шероховатость обработанных деталей. Точность определяется в виде оценок соответствия размеров и формы деталей заданным значениям, шероховатость — в виде разности между максимальными и минимальными высотами кривой сечения обработанной поверхности. Отклонения от заданных нормированных значений точности и шероховатостей появляются из-за кинематических погрешностей станка; упругих деформаций в механической системе ″станок–приспособление–инструмент–деталь″; возмущений системы управления (в виде изменений сил и моментов сопротивлений, возникающих при движении главного привода и приводов подач); изменений усилий резания и подач (из-за неоднородности обрабатываемого материала, изменяющей качество инструмента); недостаточного быстродействия и неоптимальности настроек регуляторов систем управления движением механизмов станка.
 |
Рис. 3.1
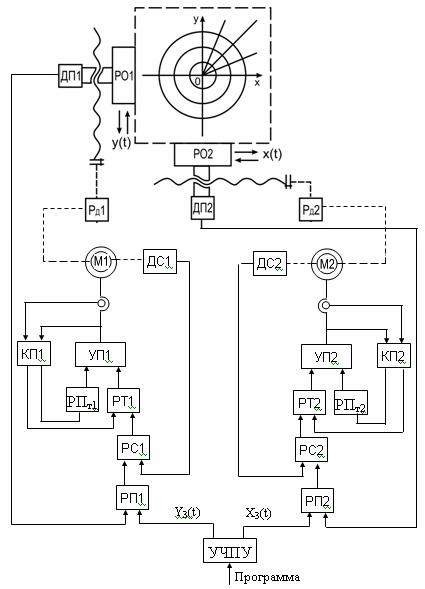
В работе выполняется исследование влияния добротности следящих электроприводов подач и возмущений на значения контурных погрешностей для двух видов обработки деталей — прямолинейной и круговой в координатной системе oxy. Функциональная схема системы управления электроприводами подач по координатам x и y показана на рис. 3.2.
![]()
![]()
 |
Работа включает в себя выполнение следующих этапов:
· для заданных параметров механизмов, электроприводов и датчиков рассчитать параметры регуляторов и добротностей трехконтурных следящих систем;
· рассчитать контурные и координатные составляющие погрешностей для заданных параметров прямолинейного и кругового режимов металлообработки;
· для заданных параметров контурной обработки провести исследования следящих электроприводов подач, варьируя параметры и виды регуляторов положения;
· определить зависимости контурных погрешностей от скоростей подач, углов наклона прямолинейной траектории, радиуса круговой траектории, добротностей следящих электроприводов, возмущений волнового вида. Для расчета погрешностей следует воспользоваться учебным пособием [2].
Обработка
деталей происходит при равномерном контурном движении. При прямолинейной
обработке ![]() ,
, ![]() ;
при обработке окружностей
;
при обработке окружностей ![]() ,
, ![]() .
.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.