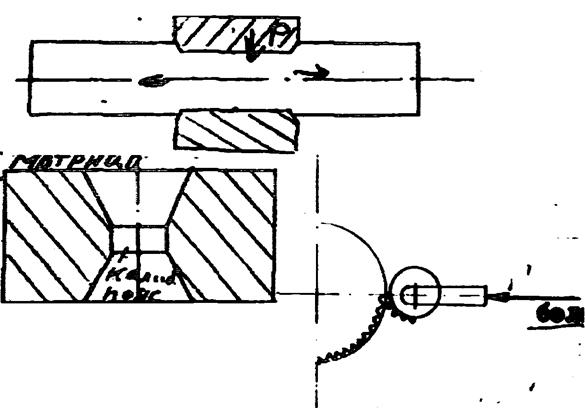
Вытяжка применяется для увеличения длины детали за счет местного обжатия. Этим методом восстанавливают длину различных тяг, чаще всего в холодном состоянии.
|
|
Накатку можно применять при восстановленных поверхности деталей воспринимающих удельную нагрузку не более 70кгс/см.
В последние годы начинает применяться электромеханическая высадка. Обработку детали при этом способе выполняют на токарном станке пластинками из твердого сплава TI5K6. Пластическое деформирование и увеличение диаметра достигается нагревом поверхности детали до 850-900°С путем пропускания тока от трансформатора для точечной сварки через место контакта детали и инструмента. Диаметр можно увеличить на 0,4-0,5мм для детали из любого материала.
В авторемонтном производстве применяют правку статическим нагруженном (под прессом) и правку наклепом. Подавляющее большинство деталей правят под прессом в холодном состоянии. При этом в деталях возникают внутренние напряжения, которые в процессе работы детали могут складываться с рабочими напряжениями, что может привести к вторичным деформациям. Поэтому часто после холодной правки остаточные напряжения снимают термообработкой.
Правка наклепом не имеет недостатков, присущих правке под прессом. Правку наклепом выполняют пневматическим молотком с закругленным бойком при нанесении ударов по неработающим поверхностям деталей.
Так, например, правку колен вала осуществляют наклепом. Правка наклепом обеспечивает высокую точность (до 0,02мм), производительность и отсутствие снижения усталостной прочности.
ПРИМЕНЕНИЕ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ДЛЯ УПРОЧНЕНИЯ ПОВЕРХНОСТИ
ДЕТАЛЕЙ.
Многие детали СДМ при их восстановлении различными методами компенсации износа утрачивают свои первоначальную усталостную прочность, износостойкость. Восстановить эти свойства можно поверхностным пластическим деформированием металла (наклепом ). Наклеп повышает твердость поверхностного слоя металла и создает в нем благоприятные снижающие остаточные напряжения, что повышает усталостную прочность и износостойкость деталей. К числу способов упрочнения деталей поверхностным пластическим деформированием относят обкатку роликами и шариками, чеканку, наклеп ротационным упрочнителем и др.
Обкатку роликами и шариками применяет для упрочнения наружных и внутренних поверхностей деталей с помощью специальных инструментов - накатки и раскатки. Обкаткой можно получить шероховатость поверхности 12 класса. Хорошо обрабатываются все сырые стали, чугун, цветные металлы. В качестве рабочих элементов можно использовать шарики и ролики подшипников качения. Обработка при откатке и раскатке ведется на токарных станках, давление на рабочий элемент создается при помощи суппорта. Этот способ применяется при обработке гильз и цилиндров двигателей, отверстий в корпусных деталях, втулок верхней головки шатуна, фаски клапанных гнезд, фаски клапанов и т.п. Конструкции накаток и раскаток можно посмотреть у Левитского СТр.189-204,
Упрочнение галтелей колен валов можно осуществить обкаткой их роликами из твердого сплава Т15К6.
Накаткой роликом специального профиля можно восстановить упругие свойства пружин. Очень эффективным способом упрочнения галтелей коленчатых валов является их чеканка. При этом методе наклеп создается при помощи бойков ударного действия с помощью специального приспособления. Глубина наклепа по сравнение с обкаткой увеличивается в несколько раз. Приспособление см. Дехтеринского. Аналогичное действие дает наклеп ротационным упрочнителем (диск с вмонтированными в него париками), которое также осуществляется на токарном станке. При ротационном упрочнении глубина наклепа достигает З мм, твердость поверхности повышается на 30-80%, а усталостная прочность деталей - на 50-100%..
СВАРКА И НАПЛАВКА.
Сварка и наплавка являются наиболее распространенными технологическими способами в авторемонтном производстве при восстановлении деталей.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.