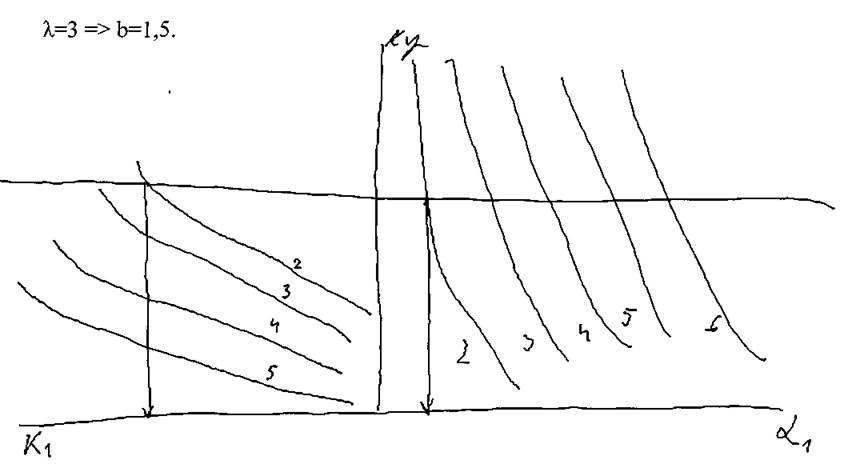
Выходящий поток составов по сравнению с входящим существенно трансформирован.
![]()
Значение λВЫХ сложным образом зависит от параметра входящего потока, среднего времени обслуживания составов на технологической линии, параметра неравномерности времени обслуживания (к), числа каналов обслуживания и коэффициента загрузки канала обслуживания.
Распределение продолжительности обработки составов бригадами ПТОВ и коэффициент загрузки бригад. Показатели работы станционных технологических линий как СМО зависят от основных параметров технологической линии:
- интенсивность входящего потока λ;
- параметр неравномерности входящего потока, l;
- среднее время обработки состава;
- параметр неравномерности времени обслуживания, к;
- число обслуживающих каналов, S;
- загрузка отдельного канала обслуживания, ψ.
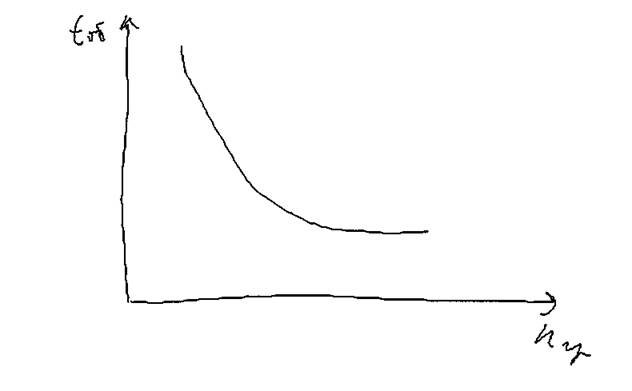
Продолжительность выполнения операций на станционных технологических линиях регулируется ТТП работы сортировочной станции, пункта технического обслуживания вагонов, локомотивов, приёмщиков и т.д. Однако на практике продолжительность технологических операций не является постоянной величиной, она колеблется из-за различных причин. Эти колебания существенно влияют на неравномерность передачи с предыдущих технологических линий на последующие.
Колебания продолжительности операций иногда могут приводить к увеличению загрузки технологических линий. Во всех парках станции для ускорения обслуживания, осмотр и ремонт вагонов производится многогруппными бригадами. Наблюдения показали, что продолжительность обслуживания зависит от числа групп в бригаде, но изменяется не пропорционально числу групп в бригаде.
При многогруппном способе каждая группа работает на своей части состава, для чего в междупутье устанавливаются специальные знаки, чтобы разграничить работу каждой группы. Группа, выполнившая работу первой на данном составе, переходит на следующий состав на свою часть. Техническая готовность всего состава в целом определяется по моменту окончания осмотра и ремонта последней группой бригады.
Процесс обработки состава многогруппной бригадой протекает так, что значительную часть времени бригада работает на 2-3 составах одновременно.
На первом составе работают те группы, у которых объём работы оказался больше.
Продолжительность обработки группой своей части состава определяется по формуле:
![]()
τ - норма времени на обработку одного вагона группой.
|
целое число, |
Неравномерность продолжительности обработки своей части состава
|
|
группой характеризуется параметром
τmin - минимальное время на обработку одного вагона, 0,4-0,5 мин. Параметр неравномерности обработки состава бригадой:
![]()
|
|
|
Средний интервал поступления составов к бригаде ПТОВ: |
|
|
kl - параметр времени обработки бригадой первого, после перерыва в её работе состава, определяется графически. Коэффициент загрузки состава:
При известном числе групп коэффициент загрузки бригады определяется по формуле:
П0 - доля составов, обработка которых начинается после перерыва бригадой
ПТОВ,
Р0 - доля перерывов в рабочем времени бригады ПТОВ.
Величина b определяется по таблице в зависимости от параметра 1 входящего потока составов на технологическую линию.
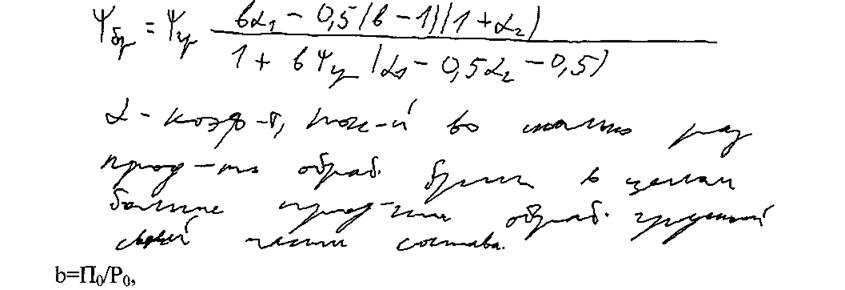
Всегда ψбр>ψгр из-за несинхронности в работе групп, входящих в состав бригады. Чем больше число групп в бригаде, тем больше загрузка бригады в целом отличается от загрузки группы. При числе групп от 2 до 6 загрузка бригады превышает загрузку бригады на 4-16%. Средняя время обработки состава бригадой:
![]()
21.03.2009
Ip - интервал;
Сбр - количество бригад вагонников;
ψбр - загрузка бригады.
g1=8;
m=27.
g2=8;
m=17.
g3=5;
m=19.
g4=4;
m=17.
П4
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.