Introduction
The temperature of a substrate, while the covering is drawing on it’s surface, is the important factor determining the basic properties of coverings – its appearance, structure, adhesion and mechanical properties. While the covering is drawing, the surface of substrate in the zone of sputtering is heating. Controllable heating of the detail improves properties of coverings and allows to adjust physical and chemical interaction of materials of the basis and covering during the moment of sputtering. In case of the ion - plasma sputtering in vacuum the temperature of the surface is a very important factor, which influence on speed of superficial migration of atoms and defines the probability of some processes proceeding at formation of the covering. At the same time overheating systems limit the intensification of processes of the covering growth, and in some cases result in deterioration of adhesion owing to formation of diffusion layers or chemical compounds on border “covering – substrate” and to change of physicomechanical properties of the basis (tempering, grain recovery) [8].
Let's consider some examples. For maintenance of good adhesion of aluminium coverings is necessary to heat its surface to temperature 250..300°C. But increasing of temperature higher than 460°C results in formation of hard, frail diffusion layer of an alloy which contains intermetallic compound Fe2Al5, deteriorates adhesion of coatings and makes aluminium steel useless for a deep extract. Thus, heating of steel up to the temperature over 460°C in the process of drawing an aluminium covering is inadmissible. The condensation coefficient of aluminium on steel in range of condensation temperatures 250 … 460°C is equal to unit, and its reduction is observed only at temperature 750 … 800°C[26].
Zinc belongs to volatile metals and during its drawing on steel partially evaporates already at temperature of condensation about 200°C, and at temperature 400°C the condensation coefficient is practically equal to zero. Diffusion processes on border zinc - steel intensively pass at temperature 250°C, and appeared fragile sublayer of an alloy worsens adhesion of coatings.
Overheating of steel during the coatings drawing can affect its mechanical properties, because the appreciable recrystallization begins already at temperature 500 °. After annealing cold rolled steel is subjected to training (rolling with a small degree of reduction), therefore shortness is eliminated, and steel can be bent with a small radius of curvature and subjected to punching. After heating of steel to temperature 150-200 ° the effect achieved by training, completely disappears, and when its bending lines of fracture appear.
Temperature restrictions are especially essential at drawing coverings on plastic, because plastic can contain moisture, solvents and softeners which intensive allocation at heating in vacuum results in destruction of plastic and deterioration of vacuum. Even at insignificant heating mechanical and electric properties of plastic can irreversible change. The low thermal capacity and heat conductivity of plastic in comparison with metals does not provide an effective heat sink from the surface of condensation that results in occurrence of a significant gradient of temperature over the thickness of a substrate and its deformation owing to thermal tensions.
The considered examples show, that in many cases temperature rising of a substrate when drawing coatings on it is undesirable, therefore the analysis of the reasons causing such heating, and search of ways of stabilization of temperature of a substrate is very important. It is not known, whether there is now full enough and proved technique of heat mode determination of an article when drawing coatings by methods of ion - plasma technologies. The analysis of a thermal mode of a substrate when drawing coatings isn’t also carried out. More often the optimum temperature mode is determined as a result of lines of experiments. Therefore there is a requirement of carrying out of such analysis even for any one of methods of ion - plasma technologies.
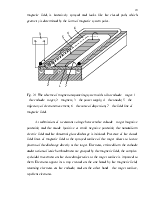
The analysis of ion - plasma methods of reception of thin-film coverings [6, 8, 17, 18, 23, 24, 26] shows, that their development goes in a direction of more and more wide use of ionic dispersion processes with gradual downturn of working pressure range, increase in speeds of sedimentation and a voltage reduction on the discharge gap of sputtering systems. Change of these parameters in the specified direction is caused, on the one hand, by aspiration to increase productivity of the dispersion process and, on the other hand, necessity of films reception with a minimum level of contamination [8, 29]. Magnetron sputtering systems, having a number of advantages in comparison with electron beam evaporation systems and high-frequency sputtering systems (table 1), find every year more and more wide application in the most various areas of a science, technics, and industrial production (figure 1) [39].
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.