Также из приведенного состояния условий труда электрогазосварщика можно сделать вывод, что концентрация выбросов сварочных аэрозолей на рабочем месте достаточно велика. Это говорит о том, что существующая система вытяжной вентиляции не обеспечивает необходимую степень удаления загрязнённого воздуха из воздушного пространства рабочего места электрогазосварщика, а также не предусматривает очистку загрязнённого воздуха при выбросе забираемого воздуха. Поэтому необходимо оборудовать рабочее место электрогазосварщика местной вытяжной вентиляцией.
В вагонном депо у сварщиков с учетом преимущественного способа сварки, вида и массы расходуемых сварочных материалов можно условно выделить два вида рабочих мест по частоте развивающейся у них патологий:
· ручная дуговая сварка электродами бутилового вида;
· полуавтоматическая сварка углеродистых и низколегированных сталей при расходе проволоки до 5 килограмм за смену.
Отличительной чертой этих процессов дуговой сварки является интенсивное выделение в воздух рабочей зоны фтористых соединений сварочной аэрозоли (СА) как в виде твердой составляющей (ТССА), так и в виде газовой составляющей (ГССА). В последней они представлены высокотоксичным фтористым водородом (НР) и тетрафторидом кремния (SiP4), которые практически не задерживаются наиболее распространенными средствами индивидуальной защиты (СИЗ) – противопылевыми респираторами типа ШБ – 1 «Лепесток».
Нейтрализация их отрицательного влияния может быть достигнута лишь эффективным удалением СА из зоны сварки с помощью устройств местной вентиляции.
В вагонном депо в сварочной мастерской, где требуется надежный обмен воздуха, применяется механическая приточно-вытяжная вентиляция (рис. 4.1).
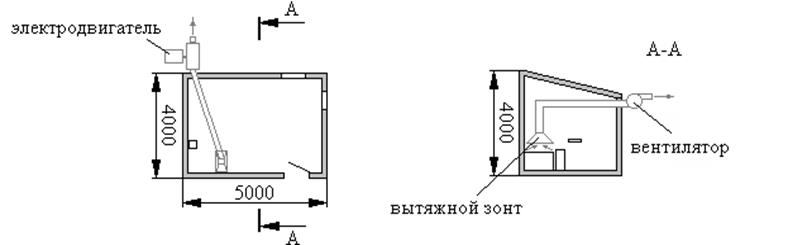 Рисунок 4.1 – Существующая
система местной вытяжной вентиляции
Рисунок 4.1 – Существующая
система местной вытяжной вентиляции
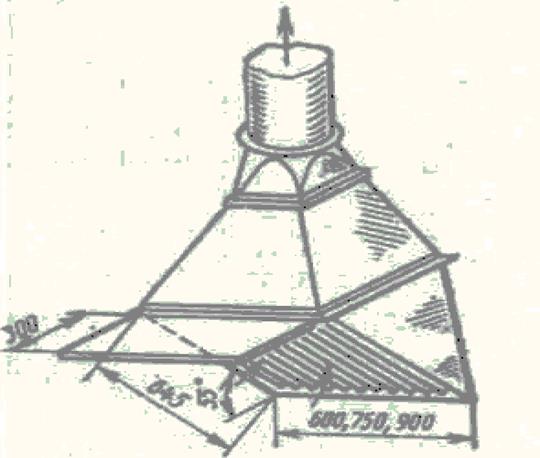
В дипломном проекте предлагается вытяжной зонт заменить типовой наклонной вытяжной панелью равномерного всасывания (рис. 4.2), позволяющей более эффективно удалять загрязнённый воздух из рабочей зоны, а расчёт воздухообмена производить исходя из максимально допустимой скорости движения воздуха в живом сечении наклонной панели при всасывании.
Также из приведенного состояния условий труда электрогазосварщика можно сделать вывод, что концентрация выбросов сварочных аэрозолей на рабочем месте достаточно велика. Это говорит о том, что существующая система вытяжной вентиляции не обеспечивает необходимую степень удаления загрязнённого воздуха из воздушного пространства рабочего места электрогазосварщика, а также не предусматривает очистку загрязнённого воздуха при выбросе забираемого воздуха.
 |
С учетом данного предложения схема местной вентиляции для рабочего места электрогазосварщика примет следующий вид (рис. 4.3).
Предлагаемая схема является более предпочтительной по сравнению с существующей, поскольку наклонная панель обеспечивает отклонение выделений вредных веществ от лица сварщика. Наличие циклона, выбор которого будет произведен далее, позволяет снизить выбросы вредных веществ в атмосферу.
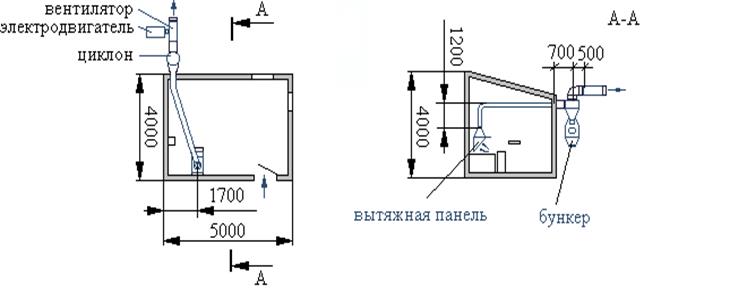
Рисунок 4.3 – Схема проектируемой вытяжной местной вентиляции
Для условий сварочной мастерской тепловозного депо выберем размер панели: 900 X 645 мм. с живым сечением 0,13 м2. Скорость движения воздуха в живом сечении примем равной 5 м/с, в связи с тем, что большие значения не рекомендуются из-за значительного увеличения потерь давления в вентиляционном оборудовании.
Расход воздуха определяется по формуле
![]() , (4.1)
, (4.1)
где![]() - часовой расход воздуха, м3/ч;
- часовой расход воздуха, м3/ч;
![]() - площадь живого сечения вытяжной панели,
м2;
- площадь живого сечения вытяжной панели,
м2;
![]() - скорость движения воздуха в живом
сечении панели, м/с.
- скорость движения воздуха в живом
сечении панели, м/с.
Из условия непрерывности воздушного потока определяем диаметр труб воздуховодов на головных участках (до циклона) по следующей формуле:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.