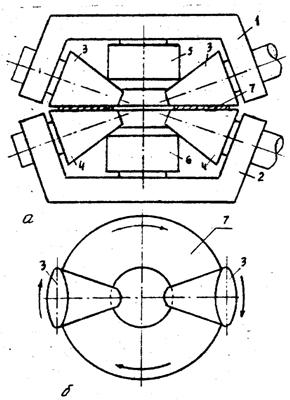
Рис.8.2. Схема круговой прокатки дисков в конических валках: а – вид спереди; б – вид сверху; 1,2 – верхняя и нижняя полукассеты; 3, 4 – верхний и нижний конусообразные рабочие валки; 5, 6 –верхний и нижний опорные валки; 7 – прокатываемый диск.
Производится по технологии поперечной прокатки по одной из двух представленных ниже схем.
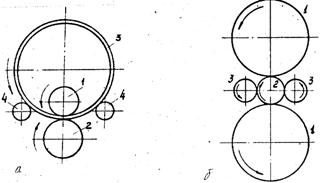
Рис.8.3. Прокатка тел вращения: а – с обжатием стенки заготовки (1, 2 -верхний и нижний рабочие валки, 3 – заготовка, 4 – поддерживающие ролики); б – с обжатием заготовки по диаметру (1 – рабочие валки, 2 –заготовка, 3 –поддреживающие ролики).
Прокатка на рис. 8.3, а производится между двумя горизонтально расположенными валками 1и 2. В результате получают цилиндрические изделия и кольца относительно большого диаметра с любым видом поверхности.
Прокаткой по схеме рис. 8.3, б получают изделия в виде тел вращения – валы, оси, зубчатые колеса и шестерни.
[1]* Вследствие разгара внутренней поверхности изложницы и последующей зачистки, размеры слитка, получаемого из имзложницы, больше, чем предусмотренные ТУ, особенно в донной части слитка.
[2] В некоторой степени это относится и к прокатке на ТЛС в условиях эджерной клети.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.