Таким образом, в условиях непрерывного стана, по мере увеличения кратности многоручьевой прокатки:
- Увеличивается производительность по мелким и средним профилям;
- Повышается температура конца прокатки;
- Снижаются потери металла и энергозатраты.
Прокатка осесимметричных профилей ведется на специальных станах, использующих технологию круговой прокатки. Круговая прокатка – способ прокатки, при котором обрабатываемая заготовка совершает вращательное движение вокруг определенной оси (совпадающей с осью заготовки). С помощью технологий круговой прокатки получают железнодорожные колеса, бандажи, шестерни, некоторые специальные изделия.
С помощью круговой прокатки можно получать сплошные железнодорожные колеса и бандажи. Схема процесса представлена на рис.8.1. Прокатка выполняется в рабочей клети с семью-восемью основными и вспомогательными валками и роликами, включающим в себя коренной валок (поз.1), верхний и нижний валки, расположенные под углом относительно друг друга (поз. 2) и прокатываемой заготовки (поз. 5), прижимные (поз. 3) и направляющие (поз. 4) ролики.
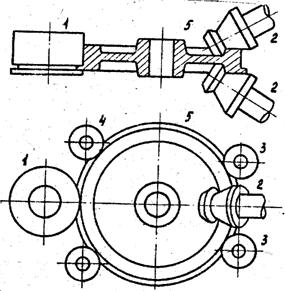
Рис 8.1.
Преимуществами такого способа получения колес по сравнению с токарным и кузнечно-штамповочным производствами является уменьшение потерь металла, снижение затрат времени на технологические операции, повышение прочности изделия.
На подобных станах путем перевалки можно получать шестерни с произвольным сечением зуба и типом зацепления.
Технология прокатки дисков разработана в Приазовском государственном техническом университете на кафедре ОМД. Продукция, получаемая таким способом прокатки предназначена для изготовления носителей информации как для бытовых устройств, так и для устройств с высоким уровнем надежности (носители информации в системах ПВО, RAID-устройства и т.д.). Заготовки, полученные таким путем имеют высокую степень направленной анизотропности по направлению дорожек записи, практически не ограничены по получаемому диаметру и толщине диска, материалу изготовления. Сам процесс по сравнению с существующим способом изготовления проще и дешевле. Прокатка осуществляется в клети с коническими валками, разположенными под углом друг к другу и к оси прокатываемой заготовки. Схема процесса представлена на рис.8.2.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.