При разработке технологии были решены вопросы нагрева заготовок, установлены пределы допускаемых суммарных обжатий и пропускная способность основного оборудования.
В результате разработаны режимы обжатий, прошедшие промышленное опробование и внедрены в производство. Из редуцированных слябов прокатывают листы наиболее ответственных назначений при меньшем расходе металла по сравнению с прокаткой аналогичных листов из слитков, отлитых в изложницы.
Поскольку основной заготовкой при прокатке на НШС являются литые и катаные слябы, материалоэнергосбережение на этом этапе прокатного передела жестко связано с производством на МНЛЗ и слябинге. Основными направлениями МиЭТ на НШС являются:
- Снижение потерь металла с обрезью;
- Снижение потерь металла с угаром;
- Уменьшение процента отбраковки за счет улучшения геометрических параметров полосы;
- Уменьшение расхода энергоносителей.
Ширина горячекатаных полос на НШС во многих случаях является нестабильной. Главными факторами, вызывающими разноширинность полос по длине являются:
- Форма поперечного сечения сляба, зависящая от степени выработки горизонтальных валков слябинга;
- Наследственная разноширинность слябов;
- Температурный клин по длине раската;
- Разность в температурах первого и второго слябов (при транзитной прокатке).
На схеме (рис.5.1) представлены различные виды полос в плане после черновой клети №1 НШС 1700
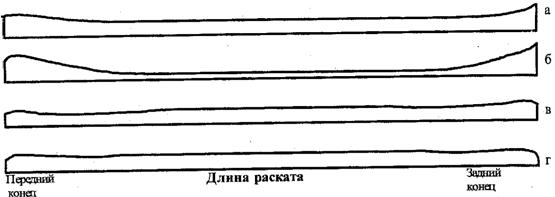
Рис.5.1. а – при прокатке по обычным режимам без выработки валков слябинга и НШС; б – то же с выработкой; в – при прокатке по новым режимам без выработки валков; г – то же с выработкой.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.