При прокатке слябов со строго прямоугольным сечением на валках без выработки происходит умеренное веерообразное расширение концов, по останой части длины ширина остается постоянной. При прокатке слябов с выпуклым поперечным сечением происходит более интенсивное уширение концов, особенно заднего, а на средней части длины может даже происходить утяжка.
Эти дефекты могут быть уменьшены за счет прокатки слябов с наплывами у кромок на широких гранях, которые могут быть созданы, например, в последнем проходе в вертикальных валках на слябинге. В этом случае ширина прокатанных полос, в том числе и из выпуклых слябов, будет более равномерно распределяться по длине. На рис.5.2 представлены записи шириномера при прокатке полос из различных слябов.
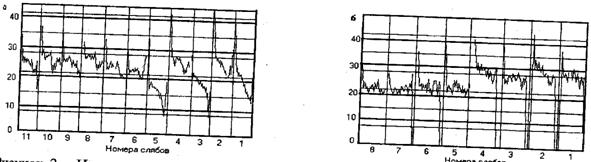
Рис.5.2. Изменение ширины горячекатанных полос по длине: а – сечением 2,5х1310 мм прокатанных из слябов без наплывов у кромок (№1-6) и с наплывами (№ 7-11); б – счечением 2,8х1060 мм, прокатанных из слябов без наплывов у кромок (№ 1-4) и с наплывами (№5-8).
Выпуклость торцов полосы при прокатке на НШС возрастает при прокатке слябов с выпуклыми широкими гранями. Наличие наплывов на широких гранях уменьшает величину выпуклости торцов, и как следствие – снижает концевую обрезь.
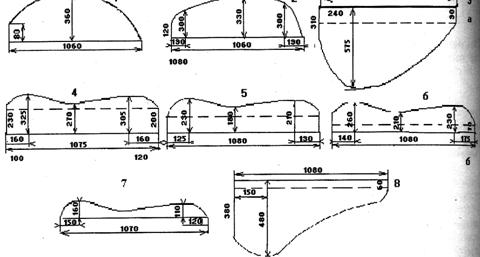
Рис.5.3.
На рис.5.3. представлен вид концевой обрези из слябов без наплывов (а, 1,2 – передняя, 3 – задняя) и из слябов с наплывами у широких граней (б, 4-7 – передняя, 8 0 задняя).
Транзитная прокатка – способ прокатки, при котором на данном технологическом этапе прокатки используется тепло предыдущего прокатного передела. В данном случае речь идет о технологическом комплексе слябинг – НШС.
При использовании транзитной прокатки нагрев в методических печах не производится, тем самым экономится дефицитное топливо и снижается себестоимость продукции. Для обеспечения транзитной прокатки необходимо повысить температуру конца прокатки на слябинге, что осуществляется за счет прокатки слитков с повышенным теплосодержанием (жидкой сердцевиной) или за счет уменьшения времени прокатки слитка. В настоящее время используются оба подхода.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.