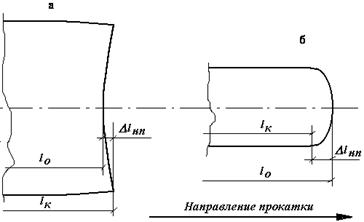
Рисунок 4.1 - Деформация торцов сравнительно толстых (а) и сравнительно тонких (б) полос.
Если обозначить величину наката за Dlн, то получим:
Известно также, что величина наката на переднем по ходу прокатки торце при однократной прокатке меньше, чем величина заднего
Dlнз > Dlнп
Наибольшую опасность при прокатке представляет случай на рис.4.1,а, так как при дальнейшей прокатке раската может произойти такое явление, как закат, то есть дальнейшее развитие наката. На рис. 4.2 показана фотография заката на темплете сляба после прокатки на слябинге 1150.
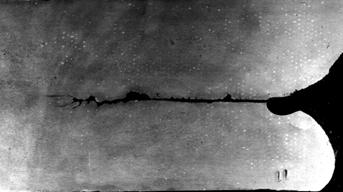
Рисунок 4.2 - Закат на торце сляба
При последующей отделке сляба передние и задние концы обрезаются. Потери металла с обрезью при этом значительны.
Существуют два основных направления снижения потерь металла с торцевой обрезью. Первое состоит во внедрении в производство слитков с измененной формой торцов. Известны работы, посвященные этому вопросу, принадлежащие М.Я. Бровману и В.Д. Дмитриеву, А.П.Чекмареву и др. Суть этого направления в том, чтобы профилировать торец слитка так, что при прокатке накат будет компенсироваться (рис.4.3, а) в отличие от слитка с непрофилированным торцом (рис. 4.3, б).
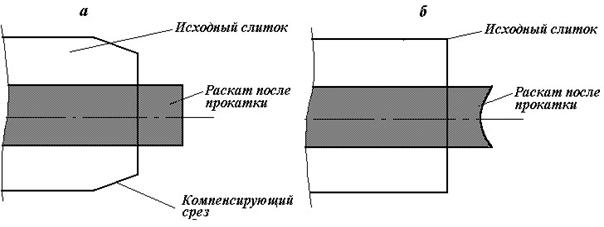
Рисунок 4.3 - Схема предварительной профилировки торца слитка.
Однако этот путь представляется довольно ресурсоемким, так как для получения необходимого эффекта, то есть снижения концевой обрези, придется провести полную замену парка изложниц. Кроме того, слиток с компенсирующим торцом будет способствовать снижению наката лишь для определенного диапазона сортамента. Таким образом, для того, чтобы охватить весь сортамент слябов, например, слябинга 1150, парк изложниц придется еще более расширить, что естественно влечет за собой значительные финансовые затраты.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.