Установлено, что при
значении ![]() , рост вытяжки практически
прекращается. Таким образом, осуществить деформацию полосы при
, рост вытяжки практически
прекращается. Таким образом, осуществить деформацию полосы при ![]() нецелесообразно, т.к. возрастающее
уширение снижает эффективность процесса прокатки и ведет к значительному
увеличению расхода энергии на деформацию.
нецелесообразно, т.к. возрастающее
уширение снижает эффективность процесса прокатки и ведет к значительному
увеличению расхода энергии на деформацию.
Как показывает практика, в настоящее время вытяжка в черновых и промежуточных клетях сортовых станов составляет 1,3-1,5. Поэтому деформация полосы в гладких валках при вытяжке меньше 1,3 нецелесообразна.
На величину вытяжки
существенное влияние оказывает параметр ![]() .
При его увеличении вытяжка уменьшается Поэтому для получения максимальной
вытяжки деформацию полосы в гладких валках необходимо вести при максимальных
значениях
.
При его увеличении вытяжка уменьшается Поэтому для получения максимальной
вытяжки деформацию полосы в гладких валках необходимо вести при максимальных
значениях ![]() , определяемых из условий захвата.
, определяемых из условий захвата.
Если угол захвата определить, как
![]()
то  .
.
Если подставить в это
выражение предельные значения ![]() получим, что
деформацию полосы необходимо вести при отношении
получим, что
деформацию полосы необходимо вести при отношении ![]() Это
позволяет получить максимально возможную вытяжку полосы.
Это
позволяет получить максимально возможную вытяжку полосы.
Разработанная на основе этой методики калибровка представлена на рисунке в сравнении с традиционным способом прокатки в калибрах.
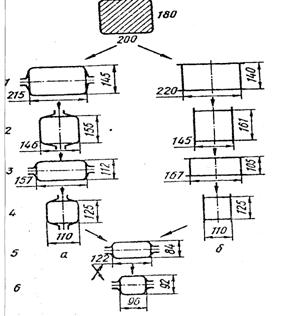
Рис. 4.2.
За время эксплуатации с 1990 по 1995 гг установлено:
- повышение стойкости валков в 2-4 раза;
- рост использования длины бочки валков с 45 до 85 %;
- уменьшение массы валка с соответствующим снижением стоимости на 20 %;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.