 Рис.3.1. –
Зависимость продолжительности травления катанки (мин) от температуры смотки (оС).
Рис.3.1. –
Зависимость продолжительности травления катанки (мин) от температуры смотки (оС).
Наиболее высоки потери металла с окалиной при производстве мелкосортного проката и катанки при их естественном охлаждении. Методами снижения окалинообразования здесь является снижение температуры окончания прокатки профиля, что также приводит к снижению расхода кислоты и уменьшению времени травления (если оно предусмотрено техпроцессом) (рис.3.1).
Окалинообразование при прокатке различных видов металлопродукции зависит также от температуры окончания прокатки (рис.3.2), здесь за единицу принято кол-во окалины, образующееся при охлаждении от температуры конца прокатки 1010 оС;
Рис.3.2. – Зависимость окалинообразования в отн. Ед. от температуры конца прокатки (оС).
и от скорости охлаждения проката (рис.3.3). В этом случае, количество окалины, образующееся при охлаждении металла на воздухе в некотором температурном интервале (от температуры окончания прокатки до температуры окружающей среды) пропорционально t0,5.
Рис.3.3. – Зависимость окалинообразования в отн. Ед. от скорости охлаждения проката (оС/с).
Т.о., чем меньше время охлаждения, или чем больше скорость охлаждения, тем меньше окалинообразование. На графике за единицу принято количество окалины, образующееся при скорости охлаждения 0,25 оС/с.
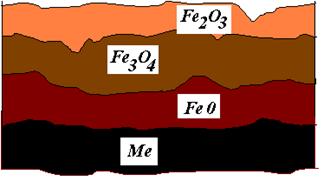 С повышением скорости
охлаждения до 5-7 оС/с, количество окалины в том же температурном
диапазоне снижается в 5 раз. При дальнейшем увеличении скорости охлаждения
количество окалины снижается незначительно, однако происходит изменение свойств
последней, в частности, улучшается ее травимость, т. к, при высоких скоростях
окалина состоит в основном из вьюстита - FeO
(схема распределения окалины на поверхности металла представлена на рис. 3.4).
С повышением скорости
охлаждения до 5-7 оС/с, количество окалины в том же температурном
диапазоне снижается в 5 раз. При дальнейшем увеличении скорости охлаждения
количество окалины снижается незначительно, однако происходит изменение свойств
последней, в частности, улучшается ее травимость, т. к, при высоких скоростях
окалина состоит в основном из вьюстита - FeO
(схема распределения окалины на поверхности металла представлена на рис. 3.4).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.