ПРИМЕЧАНИЯ к табл. 5
1. Допуски на поковки зависят от группы стали (М1 и М2), степени сложности поковок (С1, С2, С3, С4). К группе Ml относятся поковки из углеродистой и легирован ной сталей с содержанием углерода до 0,45 % и легирующих элементов до 2%. К группе М2 относятся легированные стали (кроме указанных в группе Ml).
Степень сложности поковок определяется их конфигурацией; С1 - простые; С4-самые сложные. Примеры разделения поковок по сложности, производимые на молотах и прессах; С1-ступенчатые валики; С2-втулки, блоки шестерен с отверстием; С3 - шатуны; С4-шестерни с зубьями, коленчатые валы автомобилей.
Степени сложности поковок, получаемых выдавливанием, на горизонтально-ковочных машинах или прессах (блок шестерен, первичный вал коробки передач, полуось заднего моста и др.) зависят от числа переходов, за которые изготовляется поковка; С1 -за два перехода, С2-за три, С3- за четыре и С4- за пять и более переходов.
2. Индексы на поковки определяются по табл. 5 следующим образом. В колонке для массы поковки берется соответствующая масса и вправо проводится горизонтальная линия до размера, для которого определяется допуск при группе стали Ml и степени сложности поковки С1. Если поковка изготавливается из стали М2, то диагональ (жирная линия) идет вниз до пересечения с вертикальной линией М2 и затем вправо до размера заготовки. Аналогичное смещение по диагонали производится при учете степени сложности поковки. Например, масса поковки 0,5 кг, размер 150 мм, группа стали Ml и степень сложности С2. Допуск определится по исходному индексу по таблице 6.
3. Допуски по длине и ширине относятся к размерам по одной стороне поверхности разъема (в одном штампе) и охватывают все отклонения.
4. Способ определения допусков по длине и ширине поковок: распространяется на все внешние и внутренние размеры последних (рис. 2).
*а) допуски на размеры Н, d, D, обуславливающие недоштамповку и двусторонний износ штампов, берутся табличные;
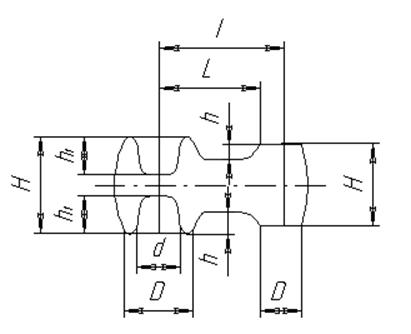
Рис. 2
б) допуски на размеры L, I, обуславливающие односторонний износ, определяются половинным значением табличных величин;
в) допуски на размеры h (по перепаду), обуславливающие односторонний износ штампов, устанавливаются из расчета ±0,5 табличного допуска;
г) в поковках, имеющих углубления, допуски на размеры h1; берутся по таблицам, но с обратными знаками;
д) допуски на неоговариваемые размеры поковки устанавливаются из расчета ±0,7 допуска по ширине или длине поковки.
Допуски на внутренние размеры поковок должны устанавливаться с обратными знаками.
Недостающие сведения могут быть найдены в ГОСТе 7505-89.
Таблица 7
Допуски для основного вала и основного отверстия, мкм.
|
Квалитеты |
Интервалы размеров |
||||||||||||
|
От 1 до 3 |
Свыше 3 до 6 |
Свыше 6 до 10 |
Свыше 10 до 18 |
Свыше 18 до 30 |
Свыше 30 до 50 |
Свыше 50 до 80 |
Свыше 80 до 120 |
Свыше 120 до 180 |
Свыше 180 до 250 |
Свыше 250 до 315 |
Свыше 315 до 400 |
Свыше 400 до 500 |
|
|
6 |
6 |
8 |
9 |
11 |
13 |
16 |
19 |
22 |
25 |
29 |
32 |
36 |
40 |
|
7 |
10 |
12 |
15 |
18 |
21 |
25 |
30 |
35 |
40 |
46 |
52 |
57 |
63 |
|
8 |
14 |
18 |
22 |
27 |
33 |
39 |
46 |
54 |
63 |
72 |
81 |
89 |
97 |
|
9 |
25 |
30 |
36 |
43 |
52 |
62 |
74 |
87 |
100 |
115 |
130 |
140 |
155 |
|
10 |
40 |
48 |
58 |
70 |
84 |
100 |
120 |
140 |
160 |
185 |
210 |
230 |
250 |
|
11 |
60 |
75 |
90 |
110 |
130 |
160 |
190 |
220 |
250 |
290 |
320 |
360 |
400 |
|
12 |
100 |
120 |
150 |
180 |
210 |
250 |
300 |
350 |
400 |
460 |
520 |
570 |
630 |
|
13 |
140 |
180 |
220 |
270 |
330 |
390 |
460 |
540 |
630 |
720 |
810 |
890 |
970 |
|
14 |
250 |
300 |
360 |
430 |
520 |
620 |
740 |
870 |
1000 |
1150 |
1300 |
1400 |
1550 |
|
15 |
400 |
480 |
580 |
700 |
840 |
1000 |
1200 |
1400 |
1600 |
1850 |
2100 |
2300 |
2500 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.