1.
![]()
2.
![]()
3.
![]()
4.
![]()
5.
![]()
6.
![]()
7.
![]()
8.
![]()
9.
![]()
10.
![]()
11.
![]()
12.
![]()
13.
![]()
14.
![]()
15.
![]()
Рассмотрение уравнений показывает, что косвенным путем выполняется только один конструкторский размер Д. Остальные конструкторские размеры (А, Б, В, Г, Е и Ж) выполняются непосредственно. Припуск на шлифование ZE в этом случае будет меньше, чем при первом варианте, так как размерная цепь содержит меньшее число звеньев. Одновременный контроль конструкторских размеров также возможен, но их следует пересчитать и задать от одной базы. Таким образом, второй вариант следует признать более удачным, чем первый.
Вариант 3. Размеры проставлены смешанным методом. Передний центр плавающий.
Третий вариант отличается от второго тем, что размеры А9, А10, А11 и А12 (черновая обработка ступеней вала I, И, III и IV) проставлены цепным методом, а не координатным. Чистовая обработка производится по схеме второго варианта (рис. 32).
Составляем уравнения размерных цепей:
1.
![]()
2.
![]()
3.
![]()
4.
![]()
5.
![]()
6.
![]()
7.
![]()
8.
![]()
9.
![]()
10.
![]()
11.
![]()
12.
![]()
13.
![]()
14.
![]()
15.
![]()
Сравнивая размерные цепи, в которых замыкающими звеньями являются припуски на обработку, видим, что при цепном методе простановки размеров количество составляющих звеньев 56, тогда как при втором варианте, где размеры проставлены координатным методом, - 44. Следовательно, при третьем варианте операционные припуски Z15, ZB, Z12, Z11, Z10 будут больше за счет большего числа составляющих звеньев в этих размерных цепях.
Рассмотренные примеры показывают, что при черновой обработке простановка размеров координатным методом более целесообразна, чем цепным.
Вариант 4. Обработка производится с применением жесткого, переднего центра. Операционные размеры заданы координатным способом, но не от торца заготовки, как при первом варианте, а от вершины конических отверстий (рис. 33). Задавать размеры от вершины конических отверстий приходится в тех случаях, когда по ходу технологического процесса торцы заготовки центрируются, но не подрезаются или когда диаметры концевых ступеней вала мало отличаются от диаметра переднего центра (невозможно использовать торец детали в качестве установочной базы).
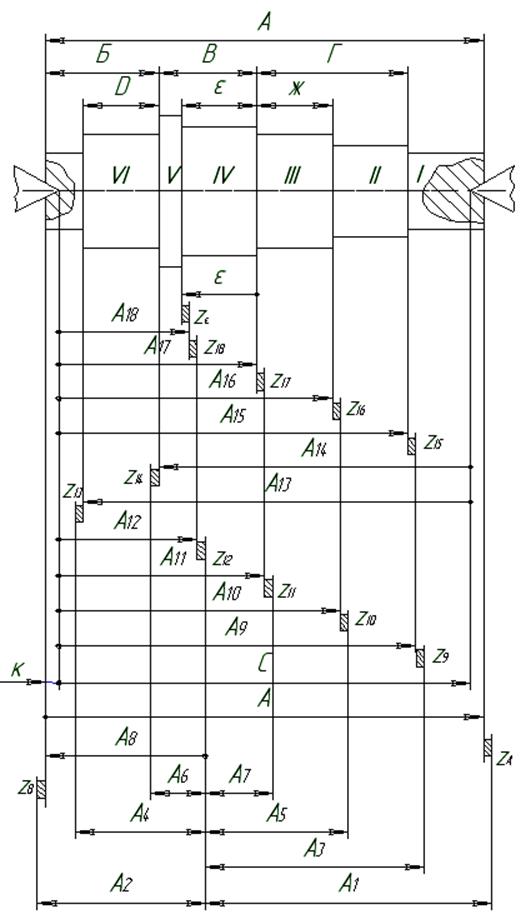
Рис. 33
При использовании жесткого переднего центра повышается точность обработки. Так как увеличивается жесткость системы СПИД, что особенно важно при сильно нагруженных станках (большие припуски, жесткие режимы резания, одновременная работа многих резцов). Центровые отверстия (как база) лучше, чем торцы заготовки защищены от механических повреждений. Но задание размеров от вершины конических отверстий (а не от торца заготовки) приводит к некоторому увеличению количества составляющих звеньев в размерных цепях и исключает, возможность их контроля предельными калибрами.
Уравнения размерных цепей имеют, следующий вид:
1.
![]()
2.
![]()
3.
![]()
4.
![]()
5.
![]()
6.
![]()
7.
![]()
8.
![]()
9.
![]()
10.
![]()
11.
![]()
12.
![]()
13.
![]()
14.
![]()
15.
![]()
16.
![]()
17.
![]()
18. ![]()
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.