С учетом изложенного
допуска на контролируемые размеры рекомендуется назначать в зависимости от
длины обтачивания. В нашем примере допуск на размер ![]() следует назначить таким, каким бы он был назначен на размер А1 а на размер
следует назначить таким, каким бы он был назначен на размер А1 а на размер ![]() . - таким, каким бы он был назначен на размер А2.
. - таким, каким бы он был назначен на размер А2.
При подрезке торцов вала с поперечного суппорта допуски назначаются как обычно, т. е. на те размеры, которые заданы для выполнения операции.
ПРИЛОЖЕНИЯ
Таблица 1
Выход размера деталей (в %) за границу допуска, когда рассеяние размера больше допуска (рис. 1)
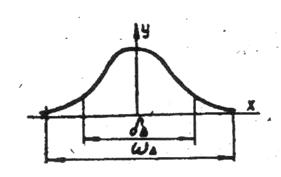
Рис. 1
|
Отношение |
1,0 |
0,97 |
0,93 |
0,90 |
0,87 |
0,83 |
0,80 |
|
Процент выхода за границы поля допуска |
0,27 |
0,38 |
0,52 |
0,70 |
0,94 |
1,24 |
1,64 |
|
Отношение |
0,77 |
0,73 |
0,70 |
0,67 |
0,63 |
0,60 |
0,57 |
|
Процент выхода за границу поля допуска |
2,14 |
2,78 |
3,58 |
4,56 |
5,74 |
7,18 |
8,91 |
Таблица 2
Наименьшие припуски на обработку торцовых поверхностей.
|
Интервалы длин |
Интервалы диаметров |
Однократное подрезание или фрезерование торцов заготовки |
Чистовое подрезание после чернового |
Чистовое подрезание повышенной точности |
Шлифование |
|||
|
Штамповка |
Чугунное литье |
Однократное или черновое |
Чистовое |
Чистовое повышенной точности |
||||
|
до 1,5Д |
до 18 |
0,7 |
0,9 |
0,2 |
0,1 |
0,05 |
0,03 |
0,01 |
|
18-50 |
0,8 |
1,2 |
0,2 |
0,1 |
0,06 |
0,04 |
0,02 |
|
|
50-120 |
1,0 |
1,5 |
0,3 |
0,2 |
0,07 |
0,05 |
0,03 |
|
|
120-260 |
1,2 |
1,8 |
0,4 |
0,2 |
0,08 |
0,06 |
0,04 |
|
|
260-500 |
1,5 |
2,3 |
0,5 |
0,3 |
0,10 |
0,08 |
0,06 |
|
|
(1,5-6)Д |
до 18 |
0,8 |
1,1 |
0,2 |
0,1 |
0,06 |
0,04 |
0,02 |
|
18-50 |
1,0 |
1,4 |
0,3 |
0,2 |
0,07 |
0,05 |
0,03 |
|
|
50-120 |
1,4 |
1,8 |
0,4 |
0,3 |
0,08 |
0,06 |
0,04 |
|
|
>6Д |
до 18 |
0,9 |
1,3 |
0,3 |
0,2 |
0,07 |
0,05 |
0,03 |
|
18-50 |
1,2 |
1,6 |
0,4 |
0,2 |
0,08 |
0,06 |
0,04 |
|
|
50-120 |
1,6 |
2,0 |
0,5 |
0,3 |
0,09 |
0,07 |
0,05 |
|
Таблица 3
Экономическая точность различных методов обработки плоских поверхностей
(по данным Горьковского автозавода)
|
№ |
Методы обработки |
Исходная часть |
Получаемый |
||
|
1 |
подрезание |
с продольной подачей |
Однократное |
* |
14-12 |
|
с поперечной подачей |
Однократное Черновое Чистовое |
* * 11 |
12-10 12-11 10-9 |
||
|
2 |
цекование |
- |
11 |
||
|
3 |
фрезерование |
Цилиндрическое |
Однократное Черновое Чистовое |
* * 12-11 |
12-11 12-11 10 |
|
Торцевое |
Однократное Черновое Чистовое Чистовое повы- шенной точности |
* * 5-4 10 |
14-10 12-11 10 9 |
||
|
4 |
протягивание |
* |
11-7 |
||
|
5 |
шлифование |
Торцевое в центрах |
Однократное Черновое Чистовое |
12-10 12-10 11-10 |
10-9 11-10 9 |
|
Плоское |
Однократное Черновое Чистовое Чистовое повы- шенной точности |
12-10 12-18 10 9-8 |
10-9 11 9-8 8-7 |
||
Таблица 4
Допуски на размеры отливок.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.