Общепринято считать, что выполнять операцию при наличии погрешности базирования можно, если допуск на выполняемый размер больше ее величины.
Такое представление является ошибочным. При наличии погрешности базирования выполняемые размеры, вопреки воле рабочего, могут оказаться за пределами допуска. Рассмотрим в качестве примера подрезку торца 2 в размер А2 с применением жесткого переднего центра (рис. 20). По мере износа резца размер А2 будет увеличиваться, приближаясь к своему наибольшему значению. Допустим, что в это время обрабатываемые заготовки имели наименее глубокие центровые отверстия, но следующие (в результате подналадки или замены центровочного сверла) оказались с наиболее глубокими отверстиями. При установке на станке такие заготовки переместятся влево относительно резца и размер А2 окажется за пределами допуска. То же самое можно сказать в отношении размера А4. (Для упрощения рассуждений положим погрешность центрования Тк = 0). Если в данный момент у заготовок размер А4 имеет наименьшее значение, а размер А4, выполненный ранее на фрезерно-центровочном полуавтомате, - наибольшее, то в следующий момент могут встретиться заготовки, у которых размер А1 окажется наименьшим. Тогда размер А4 будет «провален». В худшем случае «провал» размера
может достигать величины погрешности базирования. Уловить момент, когда наладчику следует произвести подналадку резца с таким расчетом, чтобы колебание глубины центровых отверстий или длины заготовки не привели к выходу размеров А2 и А4 за пределы допуска, практически невозможно. Боязнь сделать подряд несколько бракованных деталей вынуждает рабочего проверять размер каждой (или почти каждой) сходящей со станка детали, что значительно усложняет работу. Таким образом, операционные размеры следует назначать так, чтобы по ним не было погрешности базирования. Или использовать центра с упорным буртом, которые эту погрешность исключают.
4.1.2. Способы простановки размеров, при которых отсутствует погрешность базирования
Погрешность базирования по операционным размерам не имеет места в следующих случаях:
1. По размерам, у которых измерительная база совпадает с установочной (о чем отмечалось выше).
2. По всем размерам, связывающим поверхности, обрабатываемые за одну установку заготовки на станке.
![]() Последнее положение справедливо при обработке на всех
станках (одно-шпиндельных
или многошпиндельных токарных полуавтоматах, на гидрокопировальных станках и др.) независимо от того, как
обрабатываются связанные размерами поверхности -одновременно или последовательно.
Последнее положение справедливо при обработке на всех
станках (одно-шпиндельных
или многошпиндельных токарных полуавтоматах, на гидрокопировальных станках и др.) независимо от того, как
обрабатываются связанные размерами поверхности -одновременно или последовательно.
Рассмотрим следующий пример. Заготовка обрабатывается на токарном полуавтомате. Выполняются промежуточные размеры, указанные на эскизе (рис. 21). Передний центр плавающий. Базой (в осевом направлении) является торец детали.
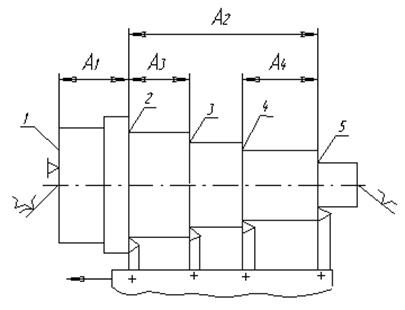
Рис. 21
По размеру А1 погрешность базирования отсутствует, потому что измерительная база совпадает с установочной, а по размерам А2, А3 и А4, потому что торцовые поверхности связанные указанными размерами, обрабатываются за одну, установку заготовки на станке. Если размер A1 у партии валиков выполнять за одну установку на станке, а остальные размеры - за другую, то по размерам А2 и А3 будет иметь место погрешность базирования, равная допуску Т1,так как в этом случае измерительная база (поверхность 2) не совпадает с установочной (поверхность 1). Действительно, поскольку размер А1 у партии валиков может колебаться в пределах допуска Т1,то поверхность 2 валиков будет занимать различные положения вдоль оси, а резцы, подрезающие поверхности 3 и 5, будут останавливаться в строго-постоянных положениях. Поэтому по размерам А2 и А3 возникает погрешность базирования. По размеру А4 погрешность базирования отсутствует, так как поверхности 4 и 5 подрезаются за одну установку заготовки и колебание размера A1 не отразится на размере А4.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.