Операционные размеры могут проставляться координатным, цепным и смешанным способами. В размерных цепях, где замыкающими звеньями являются припуски на обработку, способ простановки операционных размеров оказывает влияние на число составляющих звеньев этих цепей.
При координатном способе простановки размеров число составляющих звеньев получается меньше, а при цепном - больше.
Количество звеньев в размерных цепях влияет на величину операционных припусков. Чем меньше составляющих звеньев, тем меньше операционные припуски. Это следует из формулы (14):
Zimax = Zimin +![]()
Очевидно, что чем меньше
составляющих звеньев, тем меньше ![]() ; и,
следовательно,
меньше припуск на обработку*.
; и,
следовательно,
меньше припуск на обработку*.
Учитывая всё изложенное, можно рекомендовать следующее:
1. При обработке на настроенных станках, выполняя промежуточные операции (черновые, получистовые), размеры следует проставлять координатным способом, так как при этом уменьшаются операционные припуски на обработку, устраняется погрешность базирования, просто осуществляется одновременный контроль размеров с помощью индикаторного приспособления, появляется возможность наладчику следить за износом резцов и вовремя производить их подналадку.
2. При выполнении чистовых операций следует стремиться к совмещению операционных размеров с конструкторскими. Это позволяет выполнять операционные размеры с конструкторскими допусками. Несоответствие окончательных операционных размеров конструкторским приводит к ужесточению допусков.
Простановка размеров координатным методом, сохраняя указанные ранее достоинства целесообразна только в том случае, когда допуски на конструкторские размеры достаточно широкие, а допуски на операционные размеры, определенные расчетом, не вызовут затруднений при обработке.
4.2.4. Примеры, простановки операционных размеров
Требуется обработать вал (рис. 28). Заготовка - штамповка. Производство массовое. Маршрут обработки:
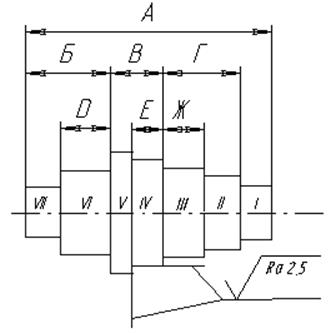
Рис. 28
Операция 1. Фрезерно-центровочная. (Фрезерно-центровочный полуавтомат). Фрезеровать
одновременно торцы вала: левый - в размер А8, правый - в размер А. Центровать. (Рис. 29,а).
Операция 2. Токарная. (Гидрокопировальный полуавтомат. Приспособление с плавающим передним центром). Точить начерно ступени вала I, II, III и IV; выдержать размеры А9, А10, А11, А12. (Рис. 29, б).
Операция 3. Токарная. (Гидрокопировальный полуавтомат. Приспособление с плавающим передним центром). Точить начерно ступени вала VII, VI и V; выдержать размеры А14 и А13 (Рис.29, в).
Операция 4. Токарная. (Гидрокопировальный полуавтомат. Приспособление с плавающим передним центром). Точить начисто ступени I, II, III и IV; выдержать размеры А15, А16, А17, A18. (Рис. 29, г).
Операция 5. Шлифовальная. (Торцекруглошлифовальный станок с автоматической продольной базировкой). Шлифовать ступень IV; выдержать размер Е. (Рис. 29, д).
В соответствии с принятым маршрутом обработки составляем операционные эскизы (рис. 29, а, б, в, г и д).
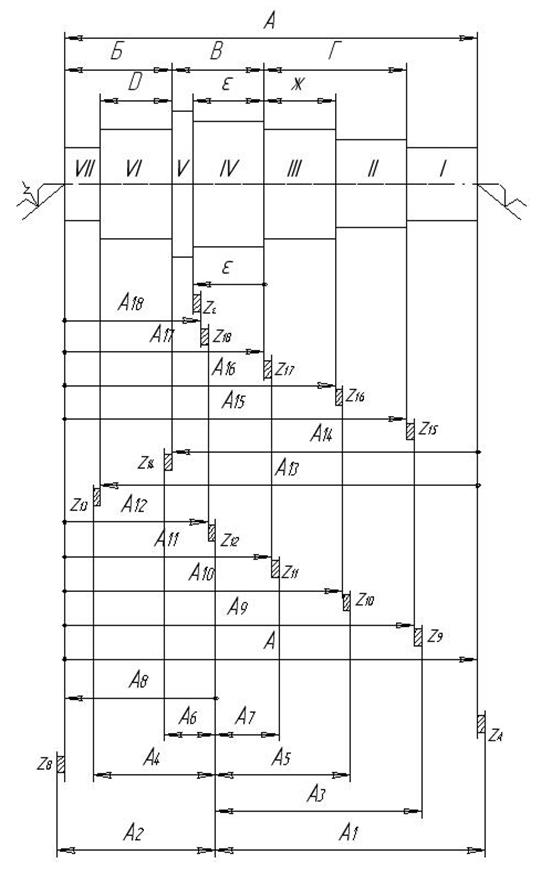
Вариант 1. Простановка размеров координатным методом. Передний центр плавающий.
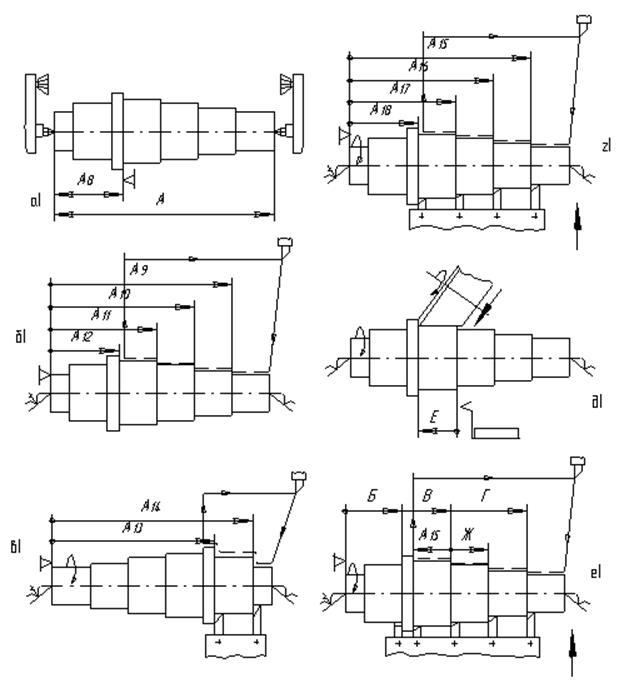
Рис. 29
![]()
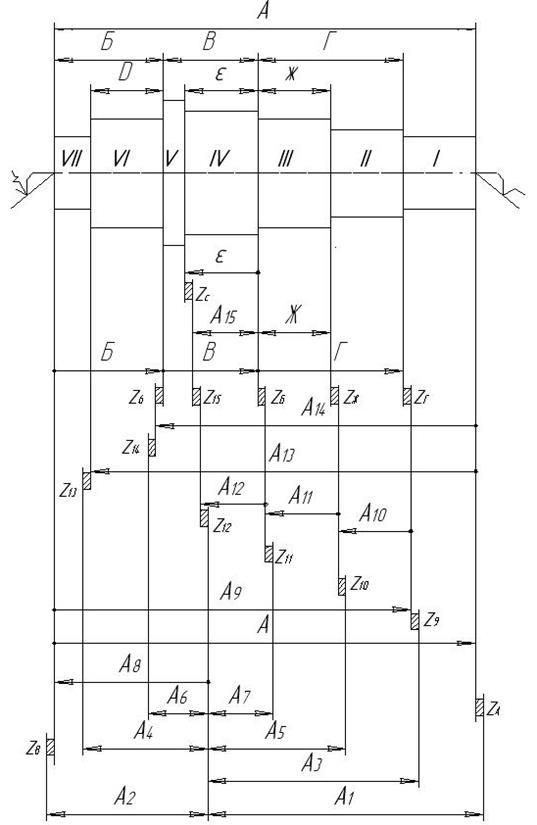
![]() Составляем схему припусков и операционных размеров (рис.
30), выявляем размерные
цепи и составляем их
уравнения:
Составляем схему припусков и операционных размеров (рис.
30), выявляем размерные
цепи и составляем их
уравнения:
1.
![]()
2.
![]()
3.
![]()
4.
![]()
5.
![]()
6.
![]()
7.
![]()
8.
![]()
9.
![]()
10. ![]()
11. ![]()
12. ![]()
13. ![]()
14. ![]()
15. ![]()
16. ![]()
17. ![]()
18. ![]()
Из уравнений размерных цепей следует, что пять конструкторских размеров Б, В, Г, Д и Ж будут выполняться косвенным путем. Если допуски на эти размеры достаточно широкие и допуски на составляющие звенья соответствующих размерных цепей, полученные расчетом, могут быть выполнены без особых затруднений, то при выполнении чистовых операций простановка размеров координатным методом возможна и в ряде случаев целесообразна.
При высокой точности получения операционных размеров координатным методом, следует обработку вести с помощью настроечных баз.
Вариант 2. Простановка размеров смешанным методом. Передний центр плавающий.
 |
Операционные эскизы и схема операционных размеров для этого случая представлены на рис 29, а, б, в, е и д и рис. 31.
Рис. 30
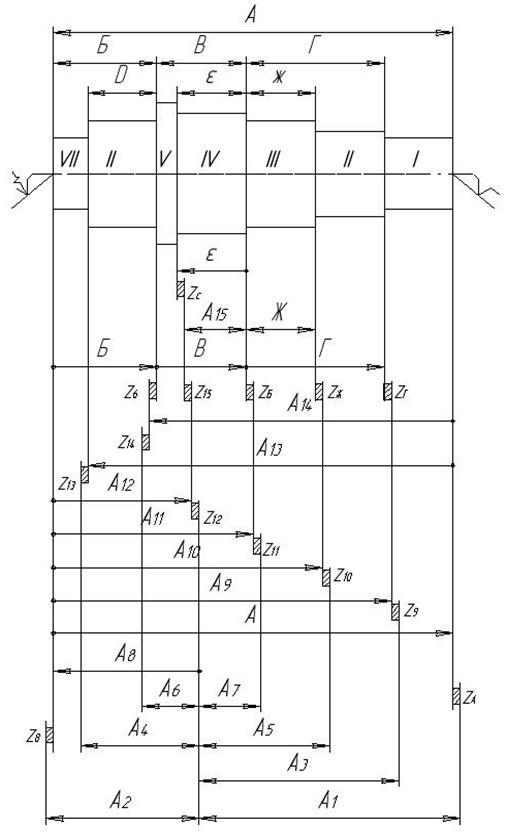 |
Рис. 31
 |
Уравнения размерных цепей будут иметь следующий вид:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.