Контроль линейных размеров чаще всего производится предельными калибрами. При этом проверяется каждый размер в отдельности. Это отнимает много времени. Простановка размеров координатным методом от торца заготовки или от вершины конического отверстия позволяет контролировать все размеры одновременно. Для этого следует применить индикаторное приспособление, схема устройства которого приводится на рис. 37. Если конструкторские размеры заданы от различных измерительных баз (рис. 38), то применить индикаторное приспособление для одновременного контроля размеров также в ряде случаев можно.
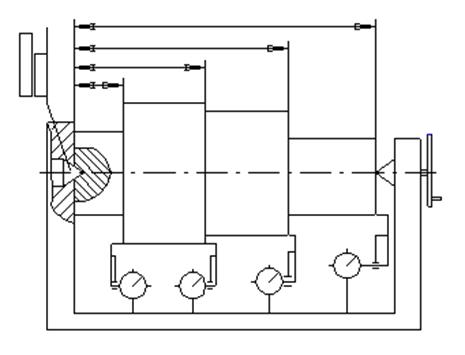
Рис. 37
Для этого размеры
следует пересчитать и задать от одной базы, например, торца заготовки. Для одновременного
контроля конструкторских размеров А1, А2, А3 и
А4 следует
задать размеры ![]() ,
, ![]() ,
, ![]() . при этом проверкой размеров А1 и
. при этом проверкой размеров А1 и ![]() , будет контролироваться размер А2, проверкой
размеров А1 и
, будет контролироваться размер А2, проверкой
размеров А1 и ![]() , - размер А3 и проверкой размеров А3, и А4,
- размер А4.
Вновь назначенные размеры и их предельные отклонения определятся из уравнений измерительных размерных
цепей, в которых замыкающими звеньями являются конструкторские размеры А2, А3
и А4. Уравнения номинальных размеров будут иметь следующий вид: A2=
, - размер А3 и проверкой размеров А3, и А4,
- размер А4.
Вновь назначенные размеры и их предельные отклонения определятся из уравнений измерительных размерных
цепей, в которых замыкающими звеньями являются конструкторские размеры А2, А3
и А4. Уравнения номинальных размеров будут иметь следующий вид: A2=![]() -A1; А3=
-A1; А3=![]() -А1; А4 =
-А1; А4 =![]() -
-![]() . Заметим, что размеры
. Заметим, что размеры ![]()
![]() , и
, и ![]() , можно определить и, следовательно,
одновременный контроль конструкторских размеров будет возможен только в том случае, если допуски
, можно определить и, следовательно,
одновременный контроль конструкторских размеров будет возможен только в том случае, если допуски
![]() ,
, ![]() и
и ![]() на размеры
на размеры ![]()
![]() , и
, и ![]() , вычисленные из следующих уравнений: T2=
, вычисленные из следующих уравнений: T2= ![]() + T1 Т3=
+ T1 Т3=![]() + Т, и Т4=
+ Т, и Т4=![]() + Т3. , будут иметь положительное значение.
+ Т3. , будут иметь положительное значение.
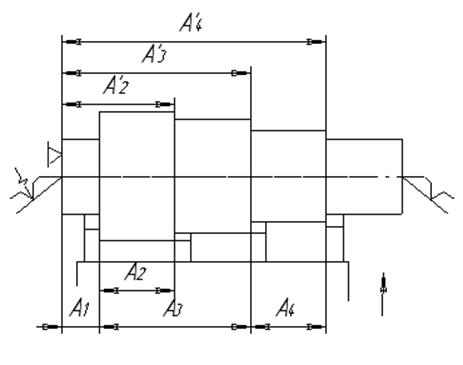
Рис. 38
Настройка индикаторного приспособления производится по эталонному валику. Применение индикаторного приспособления, значительно сокращая время контроля, позволяет наладчику систематически следить за износом резцов и вовремя производить их подналадку, не дожидаясь выхода размеров за пределы их допусков. Таким образом, применение индикаторного приспособления для одновременного контроля нескольких размеров следует признать более совершенным, чем контроль предельными калибрами.
![]() 4.4. Особенности назначения технологических допусков на операционные
размеры при их простановке координатным методом
4.4. Особенности назначения технологических допусков на операционные
размеры при их простановке координатным методом
Как уже упоминалось, способ назначения допусков на операционные размеры зависит от вида замыкающего звена размерной цепи.
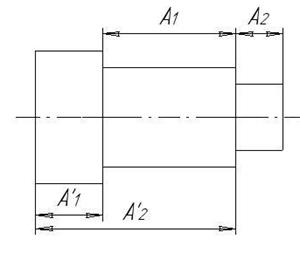
Рис. 39
Если замыкающим звеном является конструкторский размер или припуск, ограниченный по наименьшему и наибольшему значениям, то допуски на операционные размеры, входящие в размерную цепь, рассчитываются путем решения этой цепи, исходя из допуска замыкающего звена. Если замыкающим звеном является припуск, ограниченный только по наименьшему значению, то допуски на операционные размеры назначаются экономически целесообразными без каких-либо расчетов. В этом случае, если длина обтачивания ступени вала и размер, по которому эта обработка контролируется, совпадают, то допуск назначается на размер обработки. Но бывают случаи, когда длина обтачивания и размер, по которому эта обработка контролируется, не совпадают. Например, длина обтачивания большей ступени вала соответствует размеру А1 (рис. 39), но при координатном способе простановки
размеров
контролируется эта операция выполнением размера ![]() .
.
Длина обтачивания малой ступени вала равна А2, а контролируется операция выполнением размера
![]() ,. Какими же следует назначать допуски на размеры
,. Какими же следует назначать допуски на размеры ![]() и
и ![]() ?
?
Если допуск на размер ![]() назначить в соответствий с величиной этого размера, то он получится жестким и выполнять
обработку будет трудно, так как при большой длине обточки возрастут погрешности
обработки, резец быстрее затупится (относительно других резцов в наладке) и,
следовательно, в результате быстрой потери точности возрастает число
подналадок.
назначить в соответствий с величиной этого размера, то он получится жестким и выполнять
обработку будет трудно, так как при большой длине обточки возрастут погрешности
обработки, резец быстрее затупится (относительно других резцов в наладке) и,
следовательно, в результате быстрой потери точности возрастает число
подналадок.
С
другой стороны, назначать допуск на размер ![]() . и в соответствии с величиной этого размера (т. е.
широкий) также нецелесообразно, так как длина обработки А2 небольшая, резец в наладке работает
относительно непродолжительное время, следовательно, изнашиваться будет медленнее.
Тогда и при относительно жестком допуске точность будет сохраняться продолжительное
время.
. и в соответствии с величиной этого размера (т. е.
широкий) также нецелесообразно, так как длина обработки А2 небольшая, резец в наладке работает
относительно непродолжительное время, следовательно, изнашиваться будет медленнее.
Тогда и при относительно жестком допуске точность будет сохраняться продолжительное
время.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.