19. Как программируется ГПМ?
20. Разработайте программу работы ГПМ.
21. Разработайте три тестовых задания по механической части станка.
22. Что такое нейросетевые технологии?
23. Как можно осуществлять коррекцию управляющих программ на станке с компьютерным управлением?
24. Как можно осуществлять адаптивное управление на станке с компьютерным управлением?
25. Что такое переходный процесс? Примеры переходных процессов в станках.
26. Каким требованиям должны удовлетворять значения добротностей по скорости по одновременно управляемым координатам?
27. Почему точность обработки повышается, если выход на обработку задавать для каждого кадра с одной и той же стороны?
28. Почему при преобразовании вращательного движения в поступательное перемещение суппорта (стола) винтовой парой скольжения возможна потеря управляющей информации? Поясните ответ схемой.
29. Являются ли системы управления приводами подач станка (см. рис. ) полном смысле замкнутыми по положению?
30. В чем различие результатов использования круговых и линейных датчиков обратной связи?
31. Каковы недостатки шариковых винтовых пар (ШВП) в качестве преобразователей вращательного движения в поступательное?
32. Что такое предискажение управляющей программы?
33. С какой целью применяется диагностирование систем станка?
34. Зачем нужно технологическое диагностирование управляющих программ?
13. СИСТЕМА технологического ДИАГНОСТИРОВАНИЯ
Создана и протестирована база данных (БД) встраиваемая в УЧПУ класса PCNC для системы технологического диагностирования управляющих программ, обеспечивающих программирования обработки деталей на станках с ЧПУ.
В процессе программирования обработки детали управляющая программа (УП) вводится вручную или из CAD/CAM системы. Для покадровой проверки корректности технологической информации (режимов обработки) в УП на допустимость для инструмента и оборудования (станка), а также для проверки на достижимость заданных параметров детали в зависимости от ее исходных параметров и других условий обработки, необходимо иметь данные об инструменте, обрабатываемом материале, типе обработки и т.п., т.е. необходима база данных.
Оптимальным вариантом базы данных такой информации является реляционная БД, представленная в виде справочника по значениям параметров материалов различных типов при определенных условиях. Связи в такой БД строго однозначны и не допускают множественного толкования. В большинстве отношений присутствует хотя бы одно уникальное поле, информация в котором не должна повторятся для избежания путаницы.
В процессе заполнения
БД введена информация об следующих обрабатываемых материалах(см. [1],[2],[3]):
медь красная, латунь, алюминий, дюралюминий, литье стальное, сталь
легированная, сталь углеродистая, аминопласт, асботекстолит, винипласт,
гетинакс электротехнический (П), полипропилен ПП-1, полипропилен
стеклонаполненный, полистирол эмульсионный А, полистирол суспензионный ПС-С,
полистирол стеклонаполненный, полиформальдегид стабилизированный, полиэтилен
высокого давления кабельный П-2003-5, древесно-слоистый пластик ДСП-Б и т.д.
Структура базы данных, представлена в виде схемы (рис.1).
VALUE_CONDITION
 Value_Id
Value_Id
 Condition_Id
Condition_Id
MATERIAL
![]() Id
Id
Material
Description TYPE
![]() Type_Id Id
Type_Id Id
Type
VALUE
Id
Material_Id
![]() Parametr_Id
Parametr_Id
Value
PARAMETR
Id
Parametr
Description UNITS
![]() Units_Id Id
Units_Id Id
Units
CONDITION
Id
Condition
Инструкция пользователя
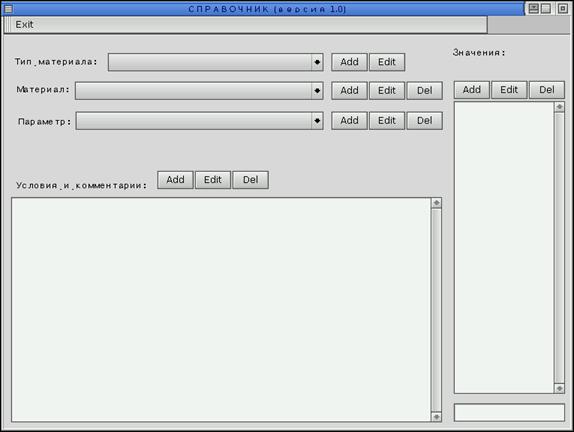
Пакет СПРАВОЧНИК является дополнением к пакету ДИАГНОСТИКА.
Интерфейс СПРАВОЧНИКа разделен на несколько частей (рис.2):
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.