Обработать контур.
Доп. условия:
Вылеты иструмента: dX=15 dZ=1
Координаты Нуля детали записаны в параметр N8
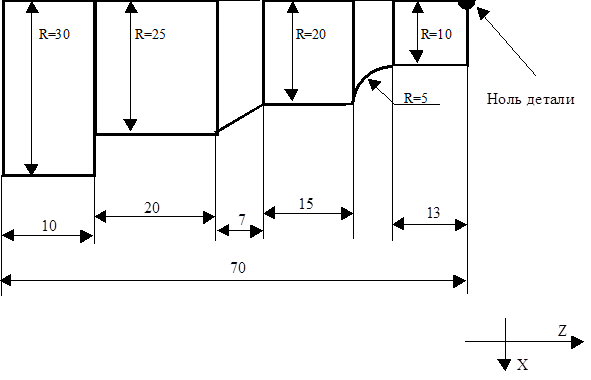 |
N5M90X15.Z1.P1.
N10G92X#2008Z#2208
N20T1M6
N30S1000M3
N40G0X10.
N50G1Z-13.F70
N50G2U5.W-5.I5.K0.F100
N60G1Z-33.F80
N70G1X20.Z40.F85
N90G1Z60.
N100G1X30.
N120G1Z70.
N130G100
N140G102
N150M5
END
Пример 2 управляющей программы (текстовый файл 444: Terminal/mc/../root/RELEASE/RESULT)
N1F200
N2G100
N3G102
N4M06
N5G1X-10.
N6G1Z-10.
N7M06
N8G1X-20.Z-25.
N9G100
N10G102
N11M5
END
9. Гибкий производственный модуль на базе станка
На базе станка, робота (рис. ) и склада компонуется гибкий производственный модуль (ГПМ) (рис. ), управляемый от компьютера [23].
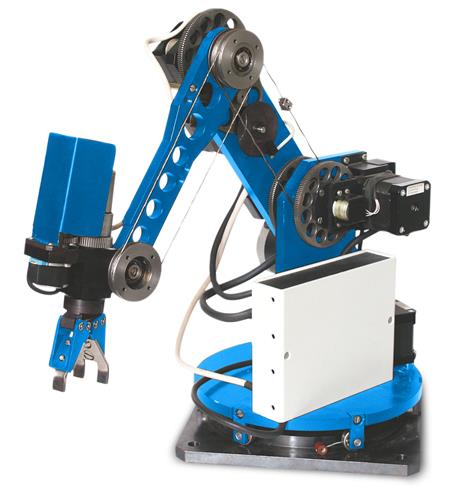
Рис. 101. Учебный робот
ГПМ позволяет реализовать следующий производственный цикл:
– после запуска программы работы токарного ГПМ робот из исходного (нулевого) положения начинает движения, берет заготовку со склада и устанавливает ее на линию центров токарного станка и перемещает ее на центр, установленный в передней бабке (в шпинделе), управление передается программе токарного станка;
– перемещением пиноли (с центром) задней бабки токарного станка, выполняется поджим заготовки к рифлениям переднего центра, в результате заготовка зажимается в центрах; управление передается роботу;
– схват робота выполняет разжим заготовки и рука робота выводится из рабочей зоны станка, управление передается станку;
– выполняется заданная управляющая программа обработки детали затем управление передается роботу;
– рука робота вводится в рабочую зону, так, что губки схватаохватывают заготовку, затем выполняется зажим схвата и передача управления станку;
– выполняется разжим заготовки, т.е. отвод пиноли задней бабки, затем управление передается роботу;
– выполняется отвод заготовки от переднего центра и затем вывод руки с заготовкой из рабочей зоны, заготовка переносится в склад.
Основные характеристики робота
Робот управляется от COM-порта. Имеет пять (Основание, Плечо, Локоть, Кисть, Поворот кисти) степеней свободы + схват (схват (-128/+127), которые приводятся от шаговых двигателей.
Каждое перемещение осей задается в градусах, относительно нулевого положения оси ( 00), перемещение координаты осуществляется в положительную и отрицательную сторону. Задавать значения перемещения можно с точностью до 0,10.
Диапазоны перемещений осей робота:
1. Основание, координата W, 1500...-1500
2. Плечо, координата F, 1300 …-50
3. Локоть, координата Z, … 600…-1800
4. Кисть, координата Y, 500…-1300
5. Поворот кисти, координата X, 800…-750
Схват имеет регулирование усилия зажима от . 128 до +128.
Так как робот не имеет обратной связи, то при встрече сопротивления одной из осей координат робота, происходит потеря положения по всем координатам. Дальнейшая работа робота не даст желаемого результата, необходимо вывести в ноль все оси робота и разжать схват, если он находится в положении сжатия.
Для запуска программы следует перейти в папку MDirector\Robot. Запустить исполняющий файл robot.exe. Окно визуализации загружается автоматически (если имеется файл OPENGL.exe в папке с роботом).
Окно модуля управления роботом представлено на рис. 1.
Верхнее меню показывает версию программы и дату последней отладки.
Главное меню содержит следующие выпадающие меню:
1. Файл (выход из модуля).
2. Настройки (переключение портов COM1/COM2).
3. Команды (режимы работы с роботом).

Рис. 102. Главное окно управления роботом
В
меню состояния работы робота ![]() , отображается порт к которому обращается
программа, и режим работы модуля (ИМИТАТОР/РОБОТ).
, отображается порт к которому обращается
программа, и режим работы модуля (ИМИТАТОР/РОБОТ).
Ниже, в окне отработки программы выводится управляющая программа. Под этим окном выводятся текущие значения координат робота (X, Y, Z, F, W).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.