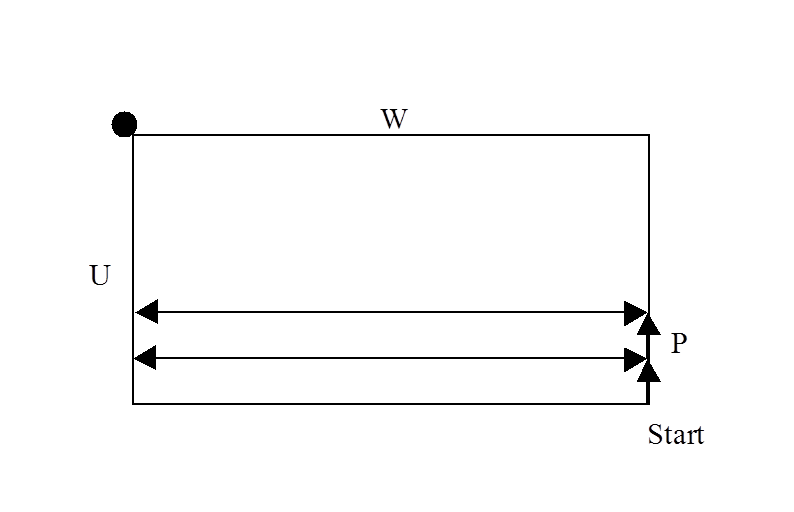
U – приращение по координате X.
W - приращение по координате Z.
P – величина снимаемого слоя за один проход.
Пример: N765G61U-20.W-64.5P1.5
Примечание: После завершения цикла обработки происходит возврат в начальную точку.
 |
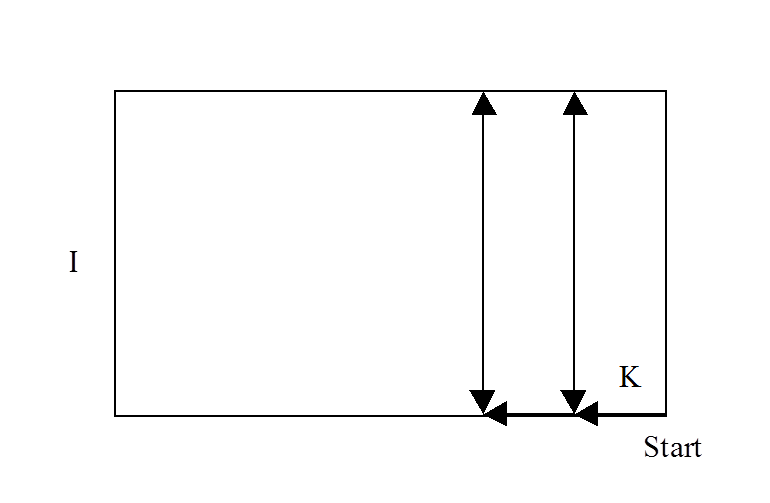
Формат: G65{I}{K}{P}
I – приращение по координате X.
K - приращение по координате Z на каждую итерацию цикла.
P – число проходов.
Пример: N165G65I-15.K-1.5.P50.
Примечание: После завершения цикла обработки происходит возврат в начальную точку.
 |
Формат: G92{X}{Z}
X, Z – координаты Нуля детали (в системе координат станка).
Пример: N10G92X-45.Z-9.
Примечание: Координаты могут указываться как явно, так и параметрически, т.е. со ссылкой на параметр, в котором они записаны.
Пример: N10G92X#2208Z#2208 - положение Нуля детали записанное в параметре N8.
· G100 – Автоматический выход в Ноль по Х.
· G102 – Автоматический выход в Ноль по Z.
Пример:N1000G100
N1010G102
Выход в Ноль сбрасывает установленные вылеты инструмента и отменяет смещение системы координат, которое было установлено функцией G92.
Данное правило действует как при выходе в Ноль с помощью команд G100 и G102, так и при ручном выходе в Ноль (через меню Ручное -> Выход в Ноль).
Примечание: При автоматическом выходе в Ноль, необходимо сначала вывести в Ноль координату Х, координату Z.
· G107 - Запуск зажима детали.
· G108 – Запуск разжима детали.
…
N500G108
Примечание: Зажим-разжим детали производится в течении времени заданного в секундах, значение хранится в файле locker.ini
Использование сплайновой интерполяции в ПО токарного станка
=============================================================
Алгоритмы сплайновой интерполяции реализованы в модернизированном варианте программного обеспечения системы управления токарного станка Т3Ф3. Пользователь может ввести управляющую последовательность после выбора режима “ПРЕДНАБОР” в меню приложения. Другой способ задания команды, это создание текстового файла содержащего текст управляющей программы.
Следует отметить что команды сплайновой интерполяции, хотя и записываются в виде нескольких кадров, выполняются как один кадр управляющей программы за один проход управляющей процедуры.
Последовательность команд на воспроизведение инструментом токарного станка траектории, заданной в виде В-сплайна, имеет следующий формат:
N<номер>B1
N<номер>X<x1>Z<z1>
N<номер>X<x2>Z<z2>
…
N<номер>X<xn-1>Z<z n-1>
N<номер>X<x n>Z<z n>
N<номер>B2
В первом кадре последовательности присутствует ключевой символ B, обозначающее применение В-сплайна. После ключевого символа, идет цифра 1, сигнализирующая о том, что это начальный кадр последовательности.
После первого кадра следуют кадры, задающие контрольные точки В-сплайна. Первой контрольной точкой считается точка, в которой находится инструмент фрезерного станка перед началом отработки кадра.
В завершающем кадре после ключевого символа B следует цифра 2, указывающая, что данный кадр является заключительным.
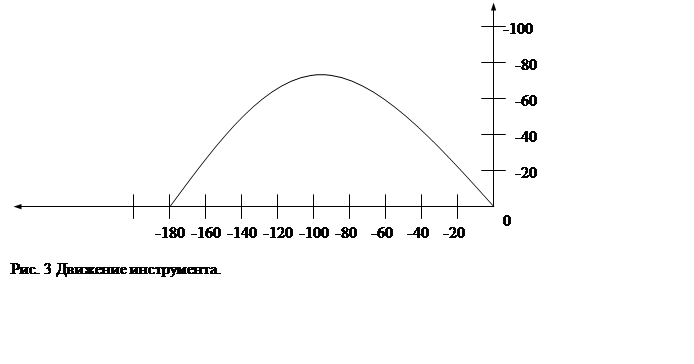
Ниже приведен пример последовательности кадров задающих инструменту станка траекторию движения в виде В-сплайна:
N5 G0 X0 Z0 - выход в исходную точку
N10BSPLINE1 - начало задания сплайна
N25X100Z90
N45X0Z180
N50BSPLINE2 - конец задания сплайна
На рис. 5.4. показана траектория для данной последовательности управляющих кадров.
 |
При задании траектории в виде В-сплайна кривая проходит только через начальную и конечную точки. Остальные контрольные точки оказывают влияние на форму кривой, но последняя через них не проходит. Это неудобно для задания траектории вручную, однако CAD-системы самостоятельно генерируют последовательности управляющих кадров так, что бы инструмент двигался по нужной траектории. Примеры
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.