· Команда L – комментарий.
Если первым символом строки кадра является L, то такая строка программу не будет исполняться, а будет воспринята как комментарий.
· Команда END - завершение программы.
Если при следующим кадром программы является кадр, начинающийся с команды END, то выполнение программы прекращается.
M-функции
· M3 – включить главное движение против часовой стрелки.
· M4 – включить главное движение по часовой стрелке.
· M6 – смена инструмента (на одну позицию).
· M5 – остановить главное движение.
· M90 – задать вылеты инструмента.
Пример: N10M90X10.Z20.P2. – Установить вылеты по Х=10мм., по Z=20мм. для инструмента в позиции 2.
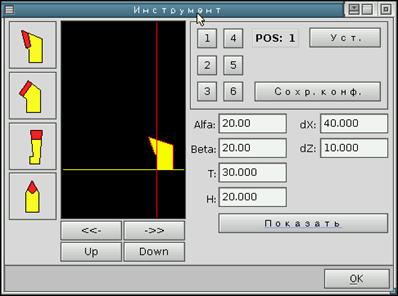
Вылеты так же можно задать с помощью пункта Главного меню “Настройки -> Инструмент”.
В этом случае требуется:
1. Нажать кнопку с номером позиции.
2. Задать параметры инструмента.
3. Нажать кнопку “Показать”
4. Нажать кнопку “Установить”
5. Нажать кнопку “Сохранить”
 |
G-функции
· G0 – Позиционирование (на максимальной скорости).
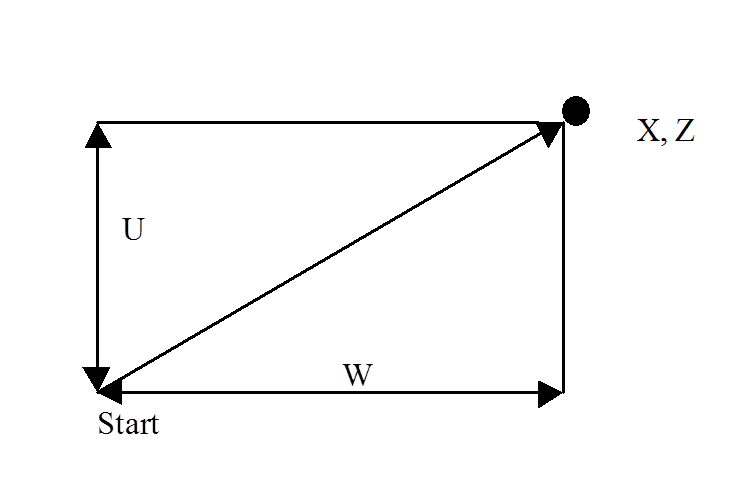 |
· G1 – линейная интерполяция.
Примечание: Скорость движения в точку задается командой F.
|
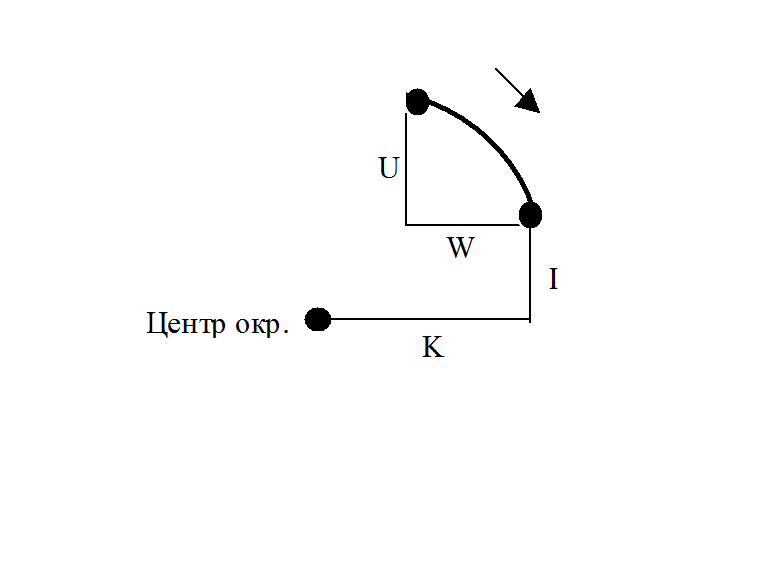
· G2 – круговая интерполяция против часовой стрелки.
I, K - положение центра окружности относительно
начальной точки дуги.
Пример: N65G2U-10.W-10.I0.K-10.
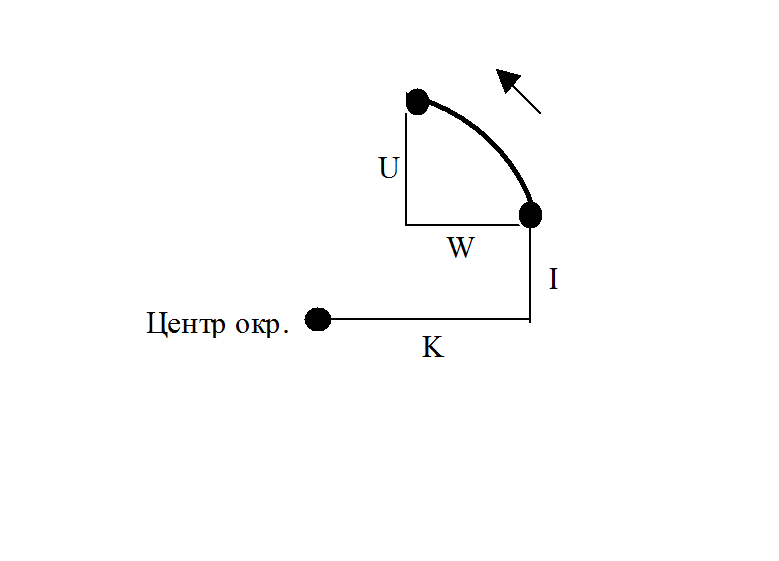 |
I, K - положение центра окружности относительно
начальной точки дуги.
Пример: N65G3U10.W10.I10.K0.
 |
Pn – время задержки в секундах.
Пример: N45G4P15. – задержка выполнения программы на 15 секунд.
· G25 – включить зону запрета.
P – номер зоны запрета.
При попадании инструмента в зону запрета происходит останов выполнения программы. Пересечение зоны запрета определяется по точке, которая задается вылетами инструмента.
Примечание: Координаты зон запрета хранятся в параметрах 500-512
Зона 1: X1 - #500, Y1 - #501
X2 - #502, Y2 - #503
Зона 2: X1 - #504, Y1 - #505
X2 - #506, Y2 - #507
Зона 3: X1 - #508, Y1 - #509
X2 - #510, Y2 - #511
· G26 – выключить зону запрета.
P – номер зоны запрета.
· G37 – Выход в заданную точку.
Формат: G37 {X|U} {Z|W} {Pn}
N200G37P3. – Выход в точку, координаты которой записаны в параметрах 2003, 2203.
· G61 - Цикл многопроходной обработки вдоль координаты Z.
Формат: G61{U}{W}{P}
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.