Кр = Кмр= (s![]() /750)
/750)![]() ,
,
где s![]() -
предел прочности материала заготовки при растяжении, для стали 45 в улучшенном
состоянии s
-
предел прочности материала заготовки при растяжении, для стали 45 в улучшенном
состоянии s![]() = 738 МПа [5];
= 738 МПа [5];
n =0,75, показатель степени.
Тогда момент кручения определится, Н м:
Мкр = 10•0,0345•92•0,150'8•(738/750)0,75 = 6,05.
Сила закрепления будет равна, Н:
 .
.
Увеличиваем значение силы W на коэффициент запаса K [1,6]. Принимаем К= 2,5.
Усилие закрепления, которое должно быть реализовано базовым блоком, составит, Н:
W • К = 1736 • 2,5 = 4340 .
По этой величине производим выбор базового блока, в качестве которого может служить кондуктор скальчатый консольный с пневматическим зажимом, который имеет обозначение 7300-0283 ГОСТ 16889-89 [5,9]. При этом целесообразно выбрать кондуктор второго исполнения, у которого на нижней кондукторной плите имеются два отверстия диаметром Æ 20Н7, предназначенные для базирования и крепления наладочной части. Расстояние между центрами отверстий 200±0,02 мм. Этот же размер соответствует размеру А в наладке (см. рисунок 22).
Габариты базового блока 300х335х310 мм позволяют его установить на столе станка 2Н125.
Для направления режущего инструмента в сверлильном приспособлении применяются кондукторные втулки. Для повышения ремонтоспособности проектируемого приспособления будем применять сменные кондукторные втулки, которые устанавливаются в корпусе приспособления (в верхней кондукторной плите) с помощью промежуточных втулок. Произведем выбор кондукторных втулок.
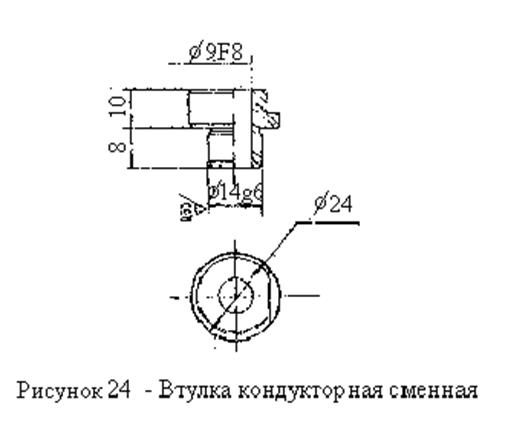
Сменная кондукторная втулка 7051-2084/09000 ГОСТ 18431-84 представлена на рисунке 24. Материал кондукторной втулки - сталь 9Х0, твердость не ниже НRС 61 [6].
Промежуточная кондукторная втулка 7051-4144 ГОСТ 18433-84 представлена на рисунке 25. Материал втулки - сталь У10А, твердость не ниже НКС 61 [5].

При проектировании приспособления системы УНП целесообразно компоновать кондукторные втулки в единый блок (наладочную часть верхней кондукторной плиты) с целью возможной его замены при смене объекта производства. Разработка этой наладочной части будет произведена на этапе конструирования приспособления.
Конструкция приспособления состоит из двух частей: стандартизированного базового блока и наладочной части.
Базовый блок (7300-0283 ГОСТ 16839-89) имеет нижнюю и верхнюю кондукторные плиты. Нижняя кондукторная плита имеет два отверстия диаметром Æ 20Н7 для базирования установочной наладочной части. Верхняя кондукторная плита (7030-1191 ГОСТ 16830-89) [5, 9] имеет прямоугольное отверстие и два цилиндрических отверстия диаметром Æ 20Н7 для базирования и крепления верхней наладочной части приспособления. Такая конструкция верхней кондукторной плиты позволяет производить быструю замену наладочной части при смене объекта производства.
Установочная наладочная часть состоит из кольцевого установочного элемента 2 (см. рисунок 26) и запрессованного в него цилиндрического пальца 3. Базирование и закрепление этой части наладки на нижней части базового блока осуществляется с помощью пальцев 1 и 12, которые установлены в базовом блоке.
Для улучшения собираемости наладок с базовым блоком целесообразно применять цилиндрические и срезанные пальцы.
Конструкция этих пальцев представлена на рисунках 27 и 28: цилиндрический палец 7030-2524 ГОСТ 16894-89, срезанный палец 7030-2534 ГОСТ 16901-69.
Пальцы имеют кольцевые канавки V-образного профиля под конические концы крепежных винтов. Одна из них служит для крепления пальца в корпусе базового блока, а другая для крепления сменной наладки. Материал пальцев - сталь У7А, твердость НRС 50...56 [5].
Верхняя наладочная часть представляет собой плиту 11 (рисунок 26), в которой запрессованы промежуточные кондукторные втулки 8. В них располагаются сменные кондукторные втулки Б, удерживаемые винтами.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.