|
Последняя цифра шифра |
Номер рисунка |
Модель станка |
Тип производства, годовая программа, шт. |
Содержание обработки |
|
1 |
2 |
3 |
4 |
5 |
|
0 |
1 |
2254ВМФ |
Среднесерийный 3000 |
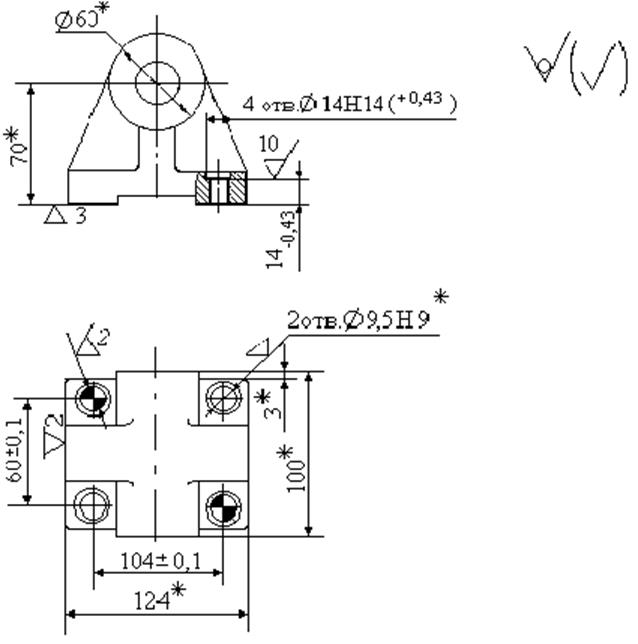
Обработка плоскости и четырех отверстий |
|
1 |
2 |
6Р11 |
Крупносерийный 20000 |
Обработка плоскости |
|
1 |
2 |
3 |
4 |
5 |
|
2 |
3 |
2Н135 |
Среднесерийный 5000 |
Обработка четырех отверстий и зенкерование |
|
3 |
4 |
220ВМФ4 |
Среднесерийный 5000 |
Обработка отверстий Æ47 Is7 и восьми отв. М6-7Н |
|
4 |
5 |
2Н125 |
Крупносерийный 30000 |
Обработка четырех отверстий Æ15 |
|
5 |
6 |
2Р125РФ2 |
Среднесерийный 6000 |
Обработка четырех отверстий |
|
6 |
7 |
2Н125 |
Крупносерийный 20000 |
Обработка трех отверстий |
|
7 |
8 |
6Р11 |
Крупносерийный 30000 |
Обработка паза |
|
8 |
9 |
6Н82Г |
Крупносерийный 50000 |
Обработка паза |
|
9 |
10 |
2Н125 |
Крупносерийный 40000 |
Обработка отверстия |
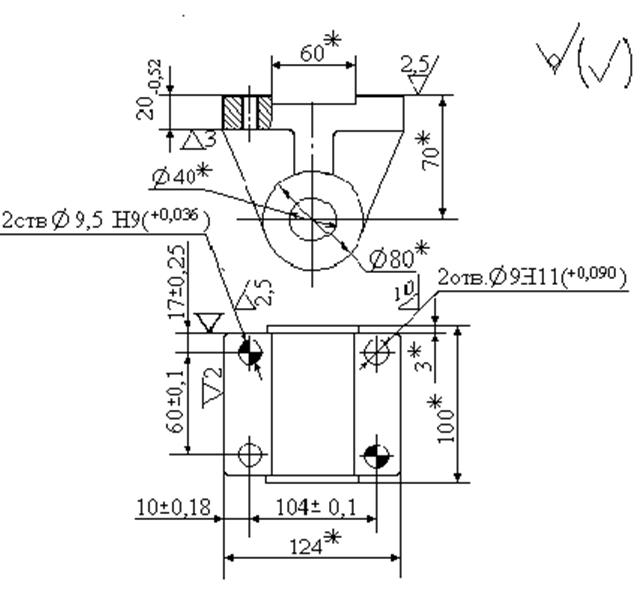
1.* - Размеры для справок.
Материал – сталь 25Л
Рисунок 1- Кронштейн (операционный эскиз)
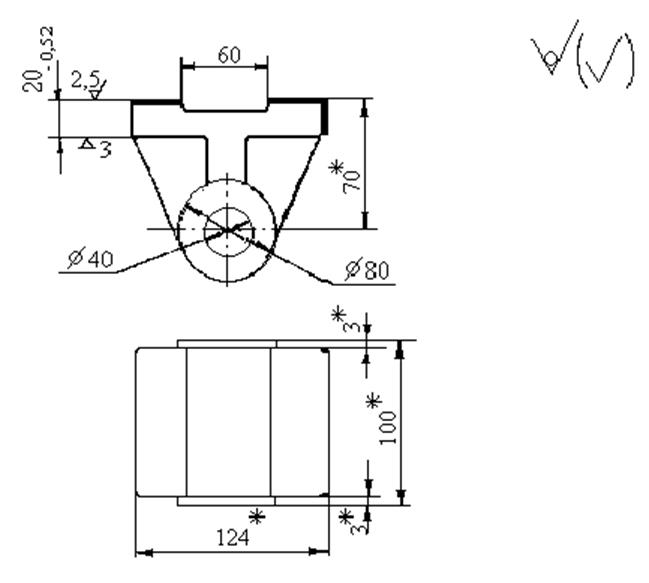
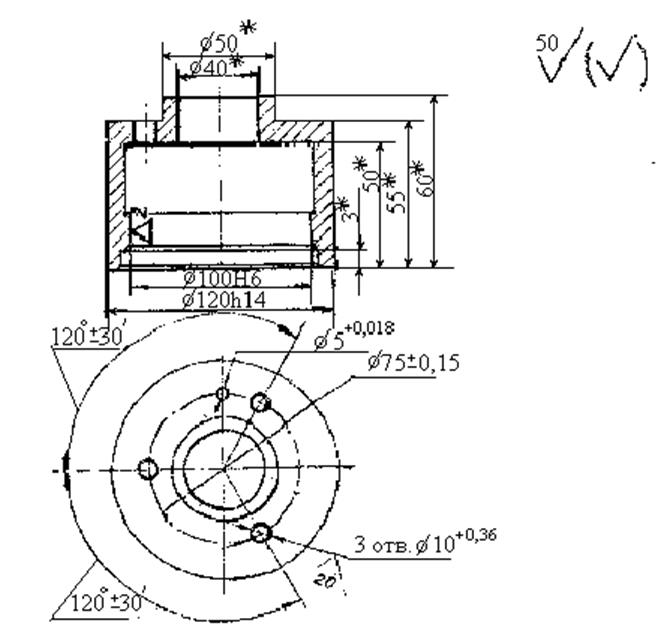
1.* - Размеры для справок.
Материал – сталь 25 Л
Рисунок 2 - Кронштейн (операционный эскиз)
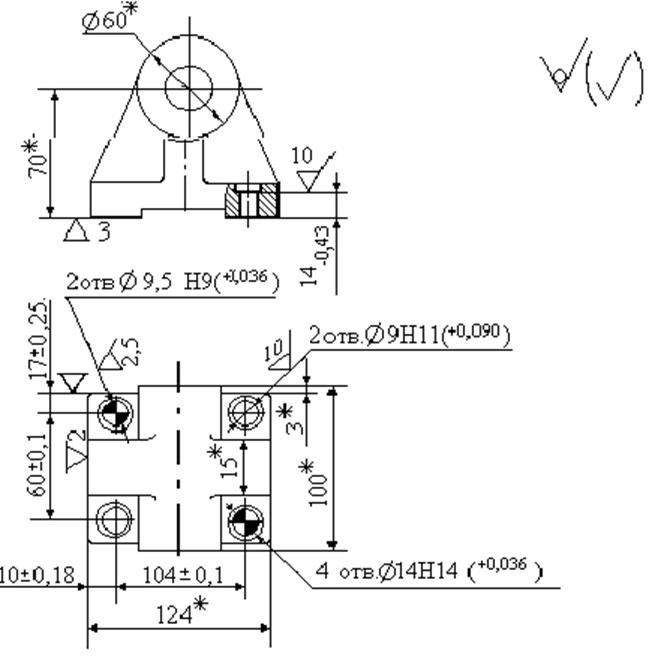
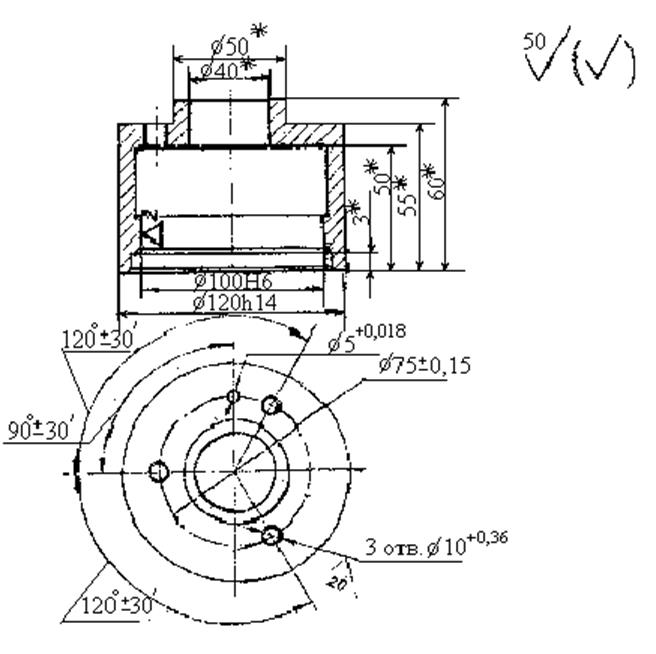
1.* - Размеры для справок.
Материал – сталь 25 Л
Рисунок 3 - Кронштейн (операционный эскиз)
 |
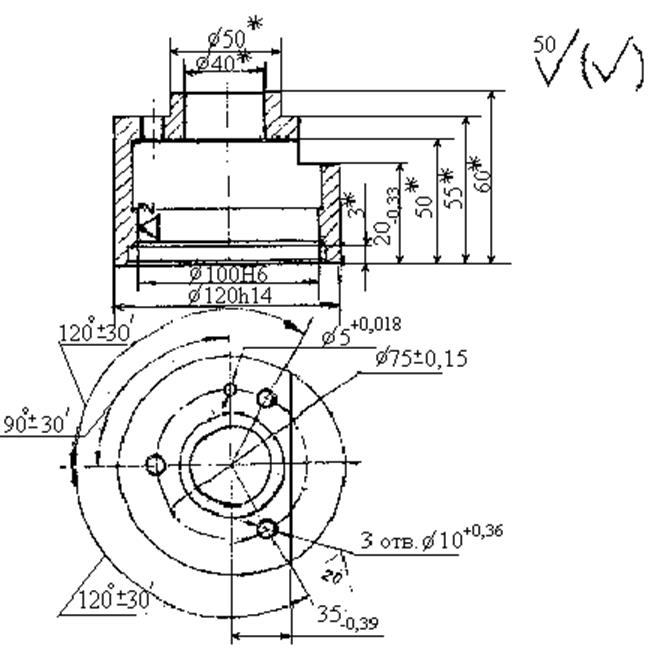
Материал – сталь 25 Л
Рисунок 4 - Кронштейн (операционный эскиз)
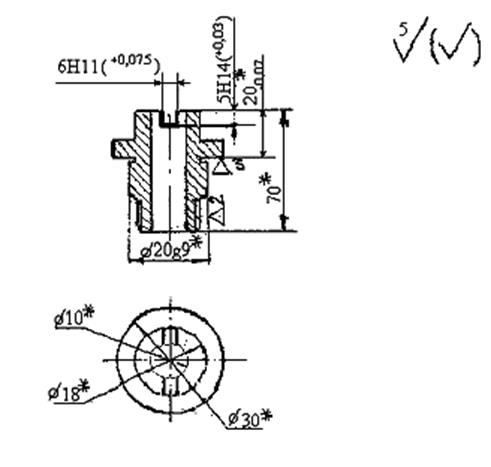
1.* - Размеры для справок.
Материал – сталь 25 Л
Рисунок 5 - Кронштейн (операционный эскиз)
1.* - Размеры для справок.
Материал – сталь 35
Рисунок 6 - Корпус (операционный эскиз)
1.* - Размеры для справок.
Материал – сталь 35
Рисунок 7 - Корпус (операционный эскиз)
1.* - Размеры для справок.
Материал – сталь 35
Рисунок 8 – Корпус (Операционный эскиз)
1.* - Размеры для справок.
Материал – Сталь 40 Х
Рисунок 9 - Винт (Операционный эскиз)
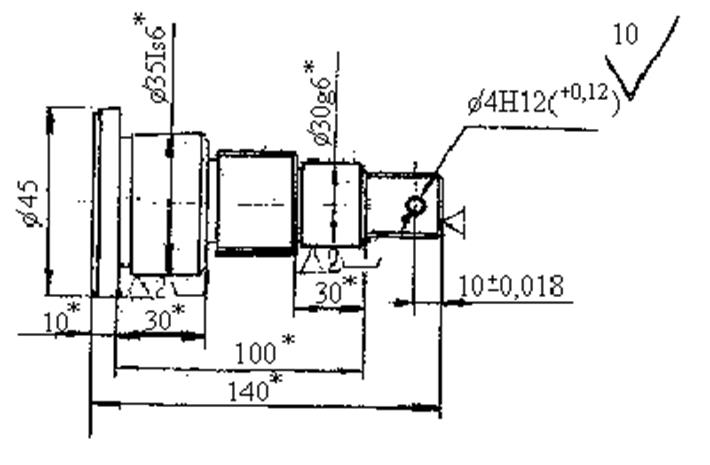
1.* - Размеры для справок.
Материал- Сталь 40 Х
Рисунок 10 - Колонка (операционный зскиз)
Рассмотрим на следующих двух примерах основные положения разработки станочного приспособления.
Следует разработать конструкцию фрезерного
приспособления для обработки паза в детали "Валик",
выдерживая размеры: 14![]() 0,55; 5
0,55; 5![]() ;12
;12![]() ; и угол
90°±0,50. Операционный эскиз представлен на рисунке 11.
; и угол
90°±0,50. Операционный эскиз представлен на рисунке 11.
Материал заготовки - сталь 46 (ГОСТ 1050-88). Станок - горизонтально-фрезерный модели 6Р82Г. Режущий инструмент - фреза дисковая трехсторонняя диаметром Æ80мм, ГОСТ 3755-84. Материал режущей части фрезы - быстрорежущая сталь Р6М5. Число зубьев фрезы Z=18. Режимы резания: S=0,02 мм/зуб; t=5мм Годовая программа выпуска деталей - 6000 штук.
Согласно заданию предлагается разработать конструкцию станочного фрезерного приспособления для обработки пава в детали "Валик".
Учитывая требуемую точность обработки (размер 5 выполняется с полем допуска Н11, размер 12 - h12) и шероховатость получаемых поверхностей, можно утверждать, что обработку можно выполнить методом фрезерования.
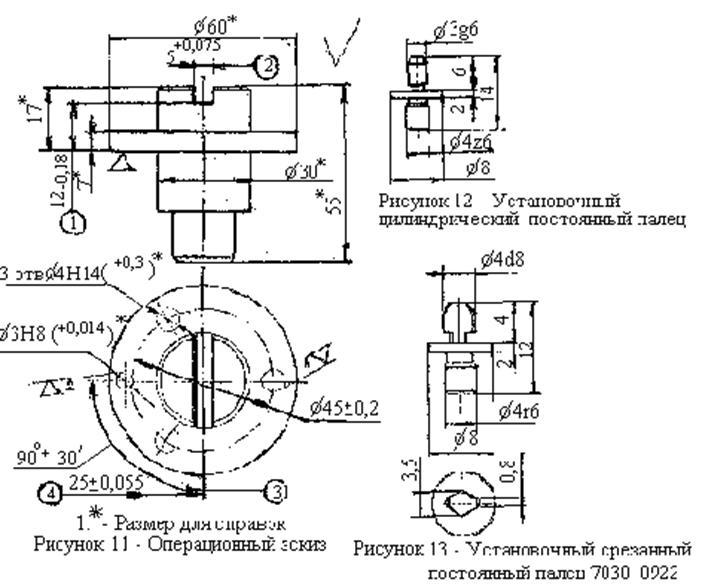
Заготовка имеет удобные базовые поверхности: буртик, базирование по которому лишает заготовку трех степеней свободы; отверстие Æ3Н8, базирование по которому лишит заготовку еще двух степеней свободы; отверстие Æ4Н14, базирование по которому лишит заготовку последней шестой степени свободы (см. операционный эскиз). Таким образом, на рассматриваемой операции осуществляется полное базирование. Выбранная схема базирования обеспечивает выполнение требуемых размеров и взаимного расположения поверхностей. Обработка производится на универсальном горизонтально-фрезерном станке модели 6Р82Г. Основные характеристики станка, требуемые при разработке приспособления [3,4]:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.