11. С помощью окулярного микрометра измерить величину интервала между интерференционными полосами b. Для этого нить перекрестия совместить сначала с краем одной из темных полос (см. рис. 3), снять отсчет N1 по барабану микрометра и вписать его в форму отчёта. Таким же образом совместить нить с соответствующим краем соседней темной полосы, снять отсчёт N2, вписать в форму отчёта и вычислить разность N2 – N1 = b.
12. С помощью окулярного микрометра измерить величину изгиба полос а. Для этого нить совместить с верхним краем пика, снять отсчёт N3 и вписать его в форму отчёта. Вычислить разность отсчётов, соответствующих верхнему краю пика и верхнему краю впадины той же полосы N3 – N2 (рис. 3).
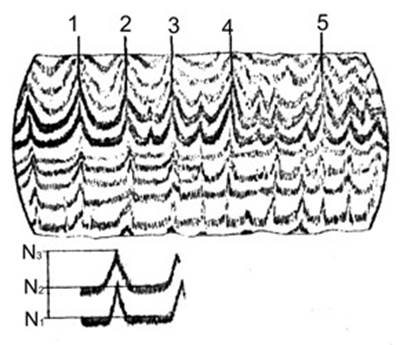
Рис. 3. Интерференционная картина в поле зрения микроскопа
13. Вычислить высоту неровностей по формуле
![]() аλ N3 − N2
аλ N3 − N2
Ri = ![]() = 0,275 ,
= 0,275 ,
2в N2 − N1
где ![]() = 0,275мкм – половина длины
волны при работе без светофильтра.
= 0,275мкм – половина длины
волны при работе без светофильтра.
14. Подводя с помощью микрометрических винтов 18 под вертикальную нить окулярного микроскопа нужную часть интерференционной полосы (места наибольших пиков), произвести такие же измерения ещё в четырёх местах и вычислить высоты неровностей.
15. Вычислить среднюю высоту неровностей Rz как среднее арифметическое всех пяти измерений:
5
![]() ∑i=1 Ri R1 + R2 +
R3 + R4 + R5
∑i=1 Ri R1 + R2 +
R3 + R4 + R5
Rz = = .
5 5
16. Сравнивая полученные расчёты с табличными данными, сделать заключение о классе чистоты исследуемой поверхности. Значения
Rz для различных классов чистоты поверхности приведены в табл. 1 лабораторной работы № 7.
Отчёт сделать по форме табл. 1.
Таблица 1 Форма отчёта
|
Отсчёты |
Порядковые номера участков контроля |
||||
|
1 |
2 |
3 |
4 |
5 |
|
|
N2 |
|||||
|
N1 |
|||||
|
N2-N1 |
|||||
|
N3 |
|||||
|
N2 |
|||||
|
N3-N2 |
|||||
|
R |
R1= |
R2= |
R3= |
R4= |
R5= |
|
5 Класс чистоты … (№ класса) |
|||||
Коломийцев Ю. В. и др. Оптические приборы для измерения линейных и угловых величин в машиностроении. М.: Машиностроение, 1991.
Лабораторная работа № 9
ОПРЕДЕЛЕНИЕ ОШИБОК ПРОСТОЙ
Цель работы: изучение устройства оптической делительной головки (ОДГ), ознакомление с ошибками, возникающими в простой кинематической линии, и их измерение.
Оптическая делительная головка предназначена для поворота различных деталей, скрепленных с её шпинделем, на нужные доли окружности, а также для измерения и контроля угловых размеров деталей. Основными частями оптической делительной головки являются: шпиндель 1 и оптический лимб 4 (рис. 1).
Рис. 1. Схематический разрез и оптическая схема ОДГ: 1 - шпиндель, 2 - червячное колесо, 3 - червяк, 4 - лимб оптический, 5 сетка окулярная, 6 - окуляр, 7 - лампа осветительная
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.