4.
2. Справочник конструктора точного приборостроения / Под ред.
К. Н. Явленского. Л.: Машиностроение, 1989.
3. Перель Л. Я., Филатов А. А. Подшипники качения: Справочник. М.: Машиностроение, 1992.
Лабораторная работа № 6
Цель работы: изучение устройства большого инструментального микроскопа, ознакомление с допусками на размеры резьб метчиков и овладение навыками замеров их параметров.
Метчики – инструменты, предназначенные для образования резьбы в отверстиях деталей. Профиль резьбы образуется путем снятия стружки в предварительно выполненном отверстии.
По конструкции и применению метчики подразделяются: - на машинно-ручные – для нарезания резьб как в ручную, так и на станке (ГОСТ 3266-81);
- машинные – для нарезания резьб на станке (ГОСТ 17931-72); - специальные, в том числе:
- конические – для нарезания конических резьб;
- трубные – для нарезания резьбы в трубах и др.
К основным конструктивным элементам метчиков (рис. 1) относятся:
- режущий 1 и калибрирующий 2 участки;
- хвостовик 3;
- выемка 4 для удержания метчика в быстросменном патроне станка; - квадрат 5 для передачи крутящего момента.
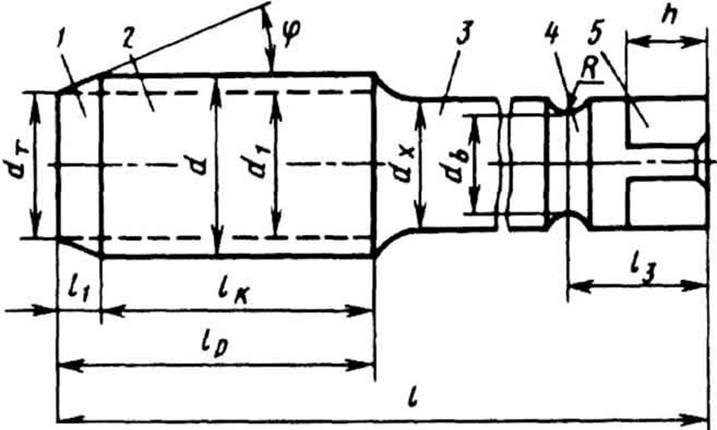
Рис. 1. Конструкция метчика
Режущий участок метчика предназначен для вырезания слоев метала по всему контуру профиля резьбы. Калибрирующий участок служит для окончательного формирования профиля, направления и подачи метчика под действием сил самозатягивания и является запасом на переточку режущего участка.
Назначение размеров и допусков на профиль резьбы метчика зависит от профиля, размеров и точности нарезаемого отверстия.
На рис. 2 даны совмещенные поля допусков на гайку (Г), болт (Б) и метчик (М).
Номинальные значения диаметров метчика и гайки наружных (d, D), средних (d2, D2), внутренних (d1, D1) – одинаковы. Размеры профиля резьбы определяются:
- высотой Н теоретического профиля резьбы Н = 0,868 Р;
- шагом резьбы Р;
- ![]() половиной угла профиля α2
= 30°.
половиной угла профиля α2
= 30°.
![]() Допуски
на элементы резьбы d, d2, d1, P,
α2
машинно-ручных метчиков определяются по ГОСТ 3266-81.
Допуски
на элементы резьбы d, d2, d1, P,
α2
машинно-ручных метчиков определяются по ГОСТ 3266-81.
Размеры допусков метчиков зависят от точности резьбы отверстия в детали:
|
Степень точности нарезаемой резьбы |
4Н, Н5Н, 5Н |
5Н6Н, 6Н |
6Н |
6Н, 7Н |
6G |
6G, 7G |
|
Класс точности метчика |
1 |
2 |
3 |
4 |
1 |
2 |
Комбинированное обозначение степени точности, например 4Н5Н, означает, что допуск резьбы по среднему диаметру d2 резьбы 4Н, а по внутреннему диаметру d1 – 5Н.
Средний диаметр d2 резьбы метчика является основной величиной, характеризующей степень точности метчика, допуск на который определяется по формуле
Td2 = 0,2 TD2(5), где TD2 - допуск на средний диаметр резьбы отверстия в детали., в скобах указывается степень точности резьбы по ГОСТ 16093-81.
Нижнее отклонение среднего диаметра d2 метчика определяется по формулам:
- для метчиков класса точности 1 eid2 = +0,1 TD2; - для метчиков класса точности 2 eid2 = +0,3 TD2; - для метчиков класса точности 3 eid2 = +0,5 TD2.
Верхнее отклонение среднего диаметра d2 метчика определяется по формуле esd2 = eid2 + Td2.
Рис. 2. Совмещенная схема допусков на гайку (Г), болт (Б) и метчик (М)
Величина гарантированного запаса на износ по среднему диаметру d2:
Δ2 = esd2 − eid2 .
Предельные отклонения резьбы метчика по наружному диаметру d определяются нижним отклонением, определяется по формуле eid = 0,4 TD2.
![]() Отклонение
на угол профиля резьбы α назначается с учетом обеспечения
симметричности профиля, погрешности термообработки и др. Допуск назначается на половину
угла профиля α2.
Отклонение
на угол профиля резьбы α назначается с учетом обеспечения
симметричности профиля, погрешности термообработки и др. Допуск назначается на половину
угла профиля α2.
![]()
![]() При шаге резьбы Р
= 0,25…5,0 мм допуск на половину угла профиля Т(ε2) =
± (15′…40′) для метчиков класса точности
1,2 и 3, а для метчиков класса точности 4 Т(ε2) =
± (20′…80′).
При шаге резьбы Р
= 0,25…5,0 мм допуск на половину угла профиля Т(ε2) =
± (15′…40′) для метчиков класса точности
1,2 и 3, а для метчиков класса точности 4 Т(ε2) =
± (20′…80′).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.