При очистке малосернистых газов образуется низкоконцентрированны ;■ кислый газ (содержание сероводорода 2-4 % об.). При-1»фно 50 % газа утилизировалась на установке прямого каталитического окисления, остальная часть сжигалась на факеле. Было предложено направить эту часть газа на селективную абсорбцию с помощью МДЗА. Это позволило извлекать до 90 % сероводорода,
|
|
|
100 |
|
40 |
|
во |
|
20 |
|
ВО 0,8 L/е.ф3 20( Рис. 1. Влияние удельного орошения L/G и числа контактных ступеней в абсорбере на селективность очистки газа (условия очистки: Нг$ = 0.1 %, СО}—2,5—3,5%; Т=30*С, р=6 МПа, концентрация МДЭА 30%): 1 — 4 — число секций в абсорбере |
|
1—. |
1 ■■ 1 |
1 |
||||
|
\ |
—. |
3 |
||||
2,0 4,0 Р.МПп
Рис 2. Влияние давления на проскок СОг (условия очистки и условные обозначения те же, что на рис 1)
|
Л |
||||
|
\ |
||||
|
ч |
||||
|
С—=j |
\_ |
|||
о 1 г з *
Число. секций S абсорбере
Рис. 3. Влияние давления и числа контактных ступеней в абсорбере на проскок HjS (условия очистки: Н,$=0,7-И,5 %, СО,=3+4 %. Т=30*С, концентрация МДЭЛ 30%, О=1л/м>):
//) р. МПа: / — 0,5; 3 — 2,5: 3 — 6
S
о
к
S
70
60
50
40
30
|
\ * |
1 |
|
|
к -. 0,5б%з б- = 32000Q м% L = 180 и/ч МДЭА',35% вес. |
\ |
36
40 45
Температура раствора,°С
50
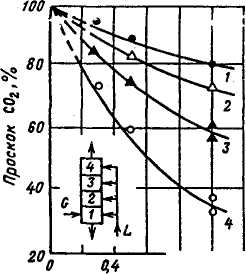
Рис Л. Влияние температуры раствора на проскок С02 с газом (Мгаз 15-ыйблок)
а полученный концентрат сероводорода (о содержанием сероводорода до 30 % об.) использовать для получения серы на установках Клауса. Процесс успешно освоен с февраля 1989 г.
Экономический эффект от применения технологии селективной очистки газов на МГПЗ за 1988-1989 гг. составил^ млн.руб.
В конце 1986 г. были начаты опытно-промышленные испытания по применению технологии селективной очистки газа на ОГПЗ, которые успешно завершились, и с 1987 г. начата промышленная эксплуатация.
Задачей работы являлось сохранение проектной производительности завода при переработке газа Карачаганакского месторождения, который содержал«'В 5 раз больше кислых компонентов, чем газ ОГКМ. Применение обычной технологии очистки газа КГКМ с помощью ДЭА вело к снижению производительности установок очистки в 2,5-3 раза.
Была проведена серия экспериментов на чистом газе КГКМ, на смеси газов ОГКМ и КГКМ в широком интервале изменений технологических параметров - удельное орошение, температура абсорбции, количество контактных тарелок в абсорбере, концентрация ВДЭА в растворе и др. (рис .5-7).
Результаты испытаний показали, что использование ВДЭА взамен ДЭА при очистке смешанного газа ОГКМ и КГКМ позволяет увеличить долю газа КГКМ с 20 до 35-40 %, при этом снижаются энергозатраты на очистку [4J .
В настоящее время технология внедрена на третьей очереди ОГПЗ, что дает возможность перерабатывать до 6 млрд м3/год газа КГКМ без потери общей проектной производительности ГПЗ. Экономический эффект за счет увеличения объема переработки газа КГКМ и снижения энергозатрат по сравнению с ДЭА только за 1988 г. составил 1,96 млн.руб.
Положительные результаты от применения селективной технологии способствовали организации производства отечественного МДЭА ло технологии, разработанной НПО ГИПХ.
В настоящее время, учитывая перспективность данного направления совместно с ГИПХ проводятся исследования по дальнейшему повышению селективности МДЭА за счет технологических и химических факторов. Одновременно изучаются другие возможные пути
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.