1. Общие сведения
Процессам шлифования в современном машиностроении принадлежит большой удельный вес. В общем машиностроении около 12% металлорежущих станков являются шлифовальными. На заводах массового производства шлифовальных станков значительно больше. Так, на автомобилестроительных заводах их около 30%, в подшипниковой промышленности – 55…60%.
На металлорежущих
станках различают главное движение резания и движения подач. Главное движение
осуществляет процесс резания, а движения подач обеспечивают снятие материала со
всей обрабатываемой поверхности. Главное движение резания совершается со
значительно большей скоростью, чем движения подач. При шлифовании главным
движением является вращение шлифовального круга с угловой скоростью ![]() . Скорость резания при шлифовании –
скорость перемещения режущих кромок абразивных зерен рабочей поверхности круга
относительно обрабатываемой поверхности. Она равна геометрической сумме
скоростей главного движения и скоростей подач в относительном движении.
Учитывая, что скорость главного движения резания существенно больше скоростей
движений подач, последними пренебрегают. Таким образом, при расчетах за
скорость резания при шлифовании принимают окружную скорость рабочей поверхности
круга. Ее определяют по формуле,
м/с
. Скорость резания при шлифовании –
скорость перемещения режущих кромок абразивных зерен рабочей поверхности круга
относительно обрабатываемой поверхности. Она равна геометрической сумме
скоростей главного движения и скоростей подач в относительном движении.
Учитывая, что скорость главного движения резания существенно больше скоростей
движений подач, последними пренебрегают. Таким образом, при расчетах за
скорость резания при шлифовании принимают окружную скорость рабочей поверхности
круга. Ее определяют по формуле,
м/с
 , (1.1)
, (1.1)
где
![]() – диаметр шлифовального круга, мм;
– диаметр шлифовального круга, мм; ![]() – угловая скорость вращения круга, рад/с;
– угловая скорость вращения круга, рад/с; ![]() – частота вращения круга, мин-1.
– частота вращения круга, мин-1.
При шлифовании обычно используют вращательные, поступательные или возвратно-поступательные движения подач. Они являются результатом относительного перемещения круга и заготовки. Рассмотрим основные движения подач.
Касательное движение подачи осуществляется в направлении, касательном к рабочей
поверхности круга в точке его взаимодействия с заготовкой. При круглом
шлифовании касательное движение подачи обеспечивается вращением заготовки с
угловой скоростью ![]() . Скорость касательного
движения подачи определяется по формуле, м/мин
. Скорость касательного
движения подачи определяется по формуле, м/мин
 , (1.2)
, (1.2)
где
![]() – диаметр обрабатываемой поверхности
заготовки, мм;
– диаметр обрабатываемой поверхности
заготовки, мм; ![]() – угловая скорость вращения заготовки,
рад/с;
– угловая скорость вращения заготовки,
рад/с; ![]() – частота вращения заготовки, мин-1.
– частота вращения заготовки, мин-1.
Различают попутную схему шлифования, когда вектор скорости касательной подачи совпадает с вектором скорости шлифования, и встречную – при противоположных направлениях векторов скоростей. Встречная схема обработки обычно используется при круглом наружном центровом шлифовании. При бесцентровом шлифовании применяют попутную схему.
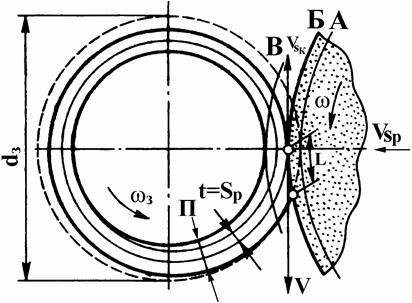
Радиальное движение
подачи выполняется в направлении
радиуса круга в точке его взаимодействия с заготовкой. При круглом врезном шлифовании
для снятия припуска ![]() радиальная подача выполняется
непрерывно при перемещении круга в радиальном направлении с заданной скоростью
радиальная подача выполняется
непрерывно при перемещении круга в радиальном направлении с заданной скоростью ![]() (рис. 1.1, 4.1). Скорость радиальной подачи
определяется по формуле, мм/мин
(рис. 1.1, 4.1). Скорость радиальной подачи
определяется по формуле, мм/мин
![]() , (1.3)
, (1.3)
где ![]() – радиальная подача, мм/об.
– радиальная подача, мм/об.
Если длина шлифуемой поверхности превышает высоту круга, то при центровом шлифовании используют осевое движение подачи (рис. 4.3). Тогда радиальная подача выполняется периодически в момент реверса стола станка на каждый ход или каждый двойной ход заготовки в осевом направлении.
|
|
Рис. 1.1. Схема круглого наружного врезного шлифования: А – положение круга в начале шлифования; Б – промежуточное положение круга; В – положение круга в конце шлифования |
Осевое движение подачи – движение подачи, выполняемое в направлении оси шлифовального круга. При бесцентровом шлифовании оно является непрерывным (рис. 4.5). При круглом центровом шлифовании осевая подача представляет собой возвратно-поступательное движение, направление которого изменяется на противоположное после завершения хода в начале следующего (рис. 4.3). Скорость осевой подачи равна, м/мин
![]() , (1.4)
, (1.4)
где
![]() – осевая подача, мм/об.
– осевая подача, мм/об.
Под подачей понимают
расстояние, пройденное заготовкой или шлифовальным кругом в направлении
движения подачи за один ход, двойной ход или оборот другого движения. В нашем
случае имеют место подачи: касательная – ![]() , осевая
–
, осевая
– ![]() , радиальная –
, радиальная – ![]() . Они
измеряются, соответственно, в мм на ход, мм на двойной ход, мм на оборот. Ход –
это движение подачи в одну сторону при поступательном или возвратно-поступа-тельном
движении.
. Они
измеряются, соответственно, в мм на ход, мм на двойной ход, мм на оборот. Ход –
это движение подачи в одну сторону при поступательном или возвратно-поступа-тельном
движении.
В ранее используемой терминологии при круглом наружном шлифовании касательное движение подач называлось круговым, радиальное – поперечным или врезным, осевое – продольным.
Глубина резания при шлифовании – толщина снимаемого слоя металла за один оборот заготовки, измеренная перпендикулярно обработанной поверхности. Для установившегося процесса шлифования глубина резания равна величине радиальной подачи. Она определяется по формуле, мм/об
 . (1.5)
. (1.5)
Для круглого наружного врезного шлифования длина дуги контакта (рис. 1.1) может быть вычислена по формуле, мм
 , (1.6)
, (1.6)
где
![]() – эквивалентный диаметр, мм. Знак «+»
принимается для встречного шлифования, знак «-» – для попутного.
– эквивалентный диаметр, мм. Знак «+»
принимается для встречного шлифования, знак «-» – для попутного.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.