7. Нормирование операций шлифования
Методические указания по нормированию относятся к серийному производству. Для других типов производства следует воспользоваться справочниками [13, 14 и др.].
Норма штучного времени рассчитывается по формуле, мин
![]() , (7.1)
, (7.1)
где
![]() – основное (технологическое) время, мин;
– основное (технологическое) время, мин; ![]() – вспомогательное время, мин;
– вспомогательное время, мин; ![]() – время на обслуживание рабочего места, мин;
– время на обслуживание рабочего места, мин; ![]() – время
перерывов на естественные надобности, мин.
– время
перерывов на естественные надобности, мин.
Сумма основного и вспомогательного времени составляет
оперативное время ![]() .
.
Норма штучно-калькуляционного времени рассчитывается по формуле, мин
![]() , (7.2)
, (7.2)
где
![]() – норма подготовительно-заключительного
времени, мин;
– норма подготовительно-заключительного
времени, мин; ![]() – количество деталей в партии.
– количество деталей в партии.
Основное время рассчитывается по одной из формул (4.8; 4.9; 4.13; 4.23), приведенных в разделе 4 для основных схем круглого наружного шлифования.
Другие элементы нормирования приведены ниже.
При выборе параметров, зависящих от массы заготовки, следует использовать массу детали, так как размер снимаемого припуска при шлифовании сравнительно не велик.
7.1. Расчет вспомогательного времени на операцию
Расчет вспомогательного времени ![]() на операцию заключается в определении и последующем
суммировании:
на операцию заключается в определении и последующем
суммировании:
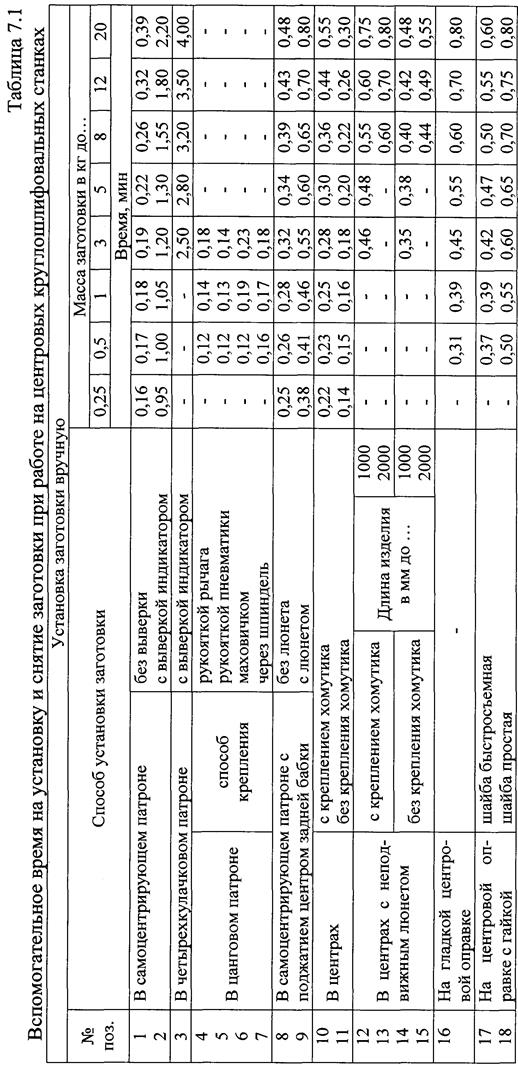
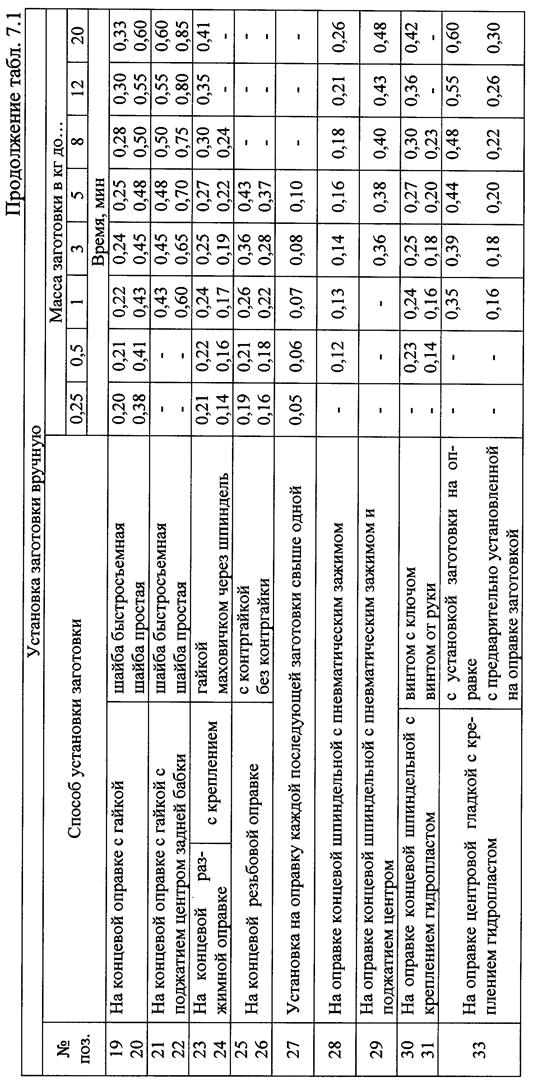
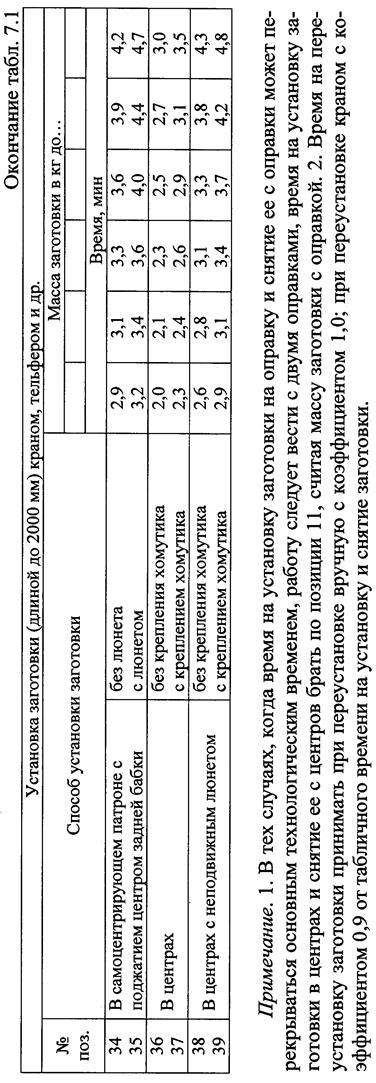
- времени на установку и снятие заготовки (табл. 7.1…7.2);
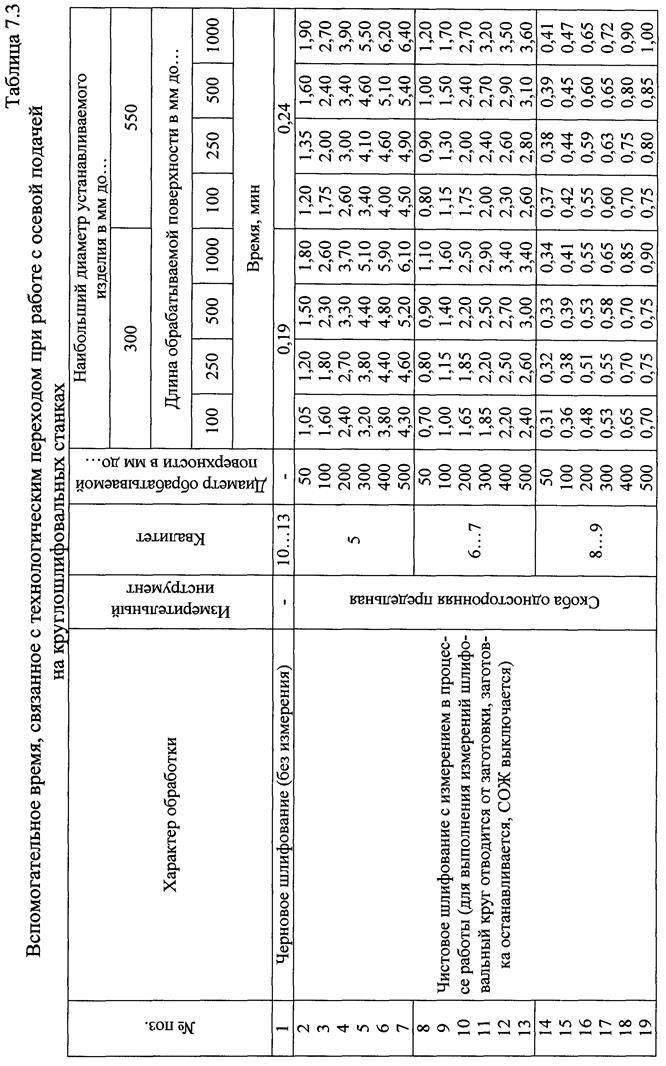
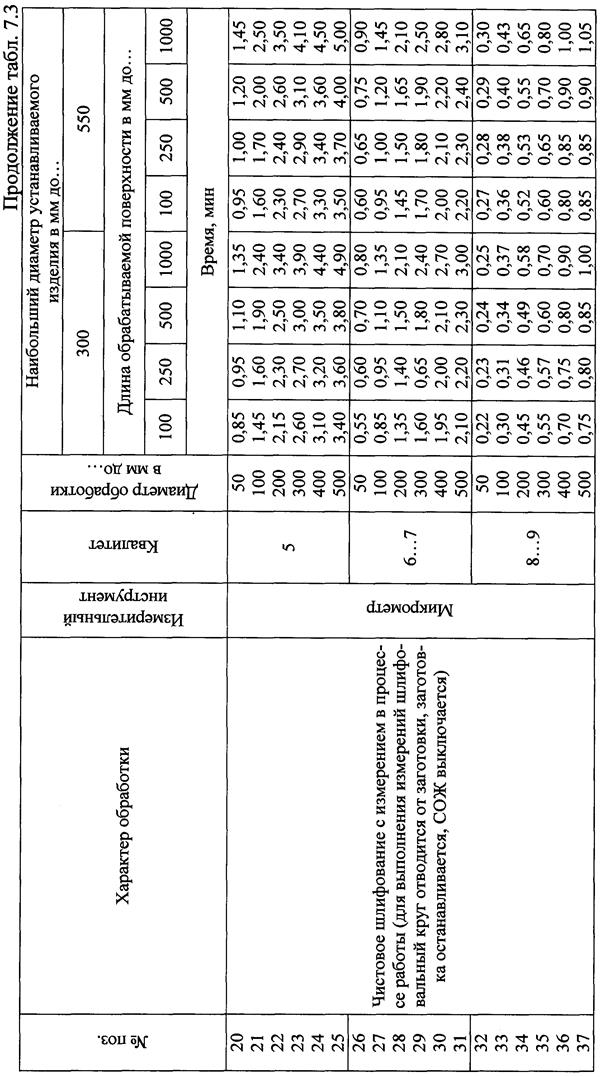
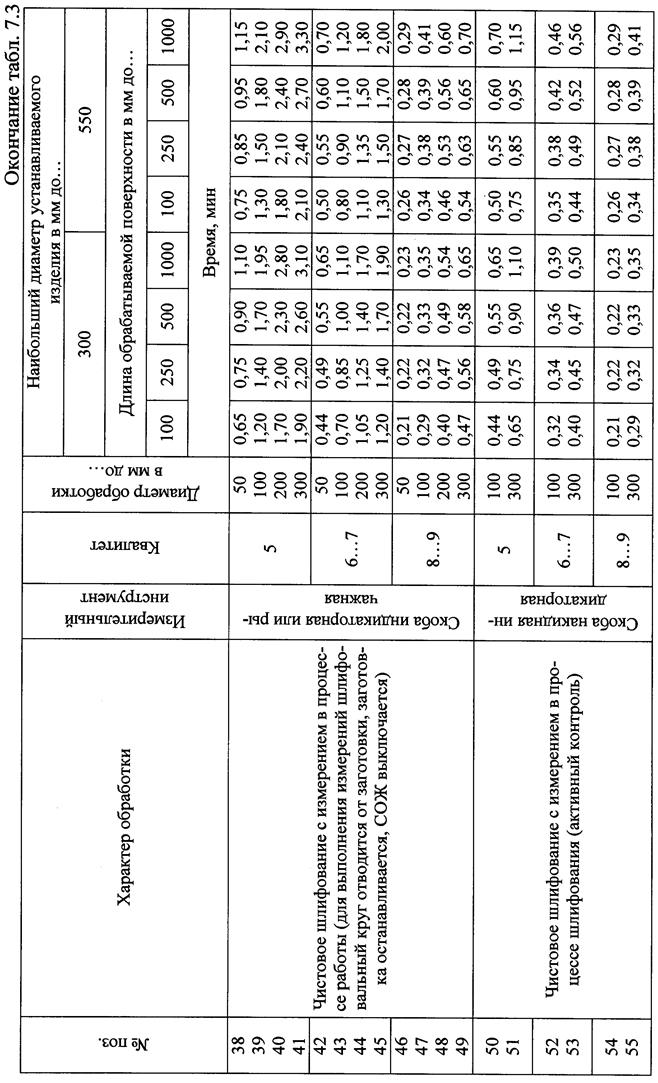
- времени, связанного с технологическим переходом
(табл. 7.3…7.5);
- времени на изменение режима работы станка (табл. 7.6);
- времени на контрольные измерения (табл. 7.7…7.8).
В нормативах времени на установку и снятие заготовки в качестве основных определяющих факторов приняты: способ установки заготовки, конструкция элементов крепления и их количество, масса заготовки (табл. 7.1, 7.2). Вспомогательное время, связанное с технологическим переходом, также приведено в комплексном виде и включает время, затрачиваемое на подвод или отвод стола или шлифовального круга; включение и выключение подач; измерения, производимые в процессе обработки (табл. 7.3, 7.4).
|
|
|
|
|
|
Таблица 7.2
Вспомогательное время на установку и снятие заготовки
на бесцентрово-шлифовальных станках
|
Время на установку и снятие заготовки |
||||||||
|
№ поз. |
Способ установки заготовки, характер работы |
Длина заготовки в мм до… |
Диаметр заготовки в мм до… |
|||||
|
10 |
20 |
35 |
50 |
св. 50 |
||||
|
Время, мин |
||||||||
|
1 |
С осевой подачей |
Установить заготовку в лоток, в загрузочное приспособление |
- |
0,02 |
0,025 |
0,035 |
0,04 |
0,05 |
|
2 3 4 |
Установить заготовку на опорный нож |
50 100 300 и более |
0,020 0,025 0,030 |
0,025 0,030 0,035 |
0,035 0,045 0,050 |
0,045 0,055 0,065 |
0,060 0,070 0,085 |
|
|
5 6 |
Врезное до упора |
Установить заготовку на опорный нож Установить и снять заготовку с опорного ножа |
- - |
0,03 0,05 |
0,04 0,06 |
0,05 0,07 |
0,06 0,08 |
0,08 0,10 |
Примечание. 1. Когда время на установку заготовки при работе с осевой подачей, приведенное в позициях 1…4, не превышает основного технологического времени работы одного хода, оно перекрывается машинным временем и в норму не включается. 2. Время на установку и снятие заготовки при работе до упора, приведенное в позициях 5…6, является не перекрываемым и учитывается при расчете нормы времени на каждую заготовку.
|
|
|
|
|
|
Таблица 7.4
Вспомогательное время, связанное с технологическим переходом, при
врезном шлифовании на центровых круглошлифовальных станках
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.