|
Диаметр шлифуемой поверхности |
Длина обрабатываемой заготовки |
||
|
до 100 |
100...300 |
300...800 |
|
|
3...6 |
0,15 |
0,20 |
0,20 |
|
6...10 |
0,20 |
0,20 |
0,25 |
|
10...18 |
0,25 |
0,25 |
0,30 |
|
18...30 |
0,30 |
0,30 |
0,35 |
|
30...50 |
0,35 |
0,35 |
0,40 |
|
50...80 |
0,35 |
0,40 |
0,45 |
|
80...120 |
0,40 |
0,45 |
0,50 |
|
120...180 |
0,45 |
0,50 |
0,60 |
Примечание. Для закаленных заготовок численные значения припуска увеличиваются на 10...15%.
Учёт ограничений по мощности резания и отсутствие прижогов производится аналогично шлифованию в центрах, используя те же зависимости (4.5) и (4.6). Для устранения возможности прижогообразования можно сразу приступить к вычислению скорости радиального движения подачи, используя формулу (4.7).
В заключение также вычисляется основное время по формуле (4.8).
Найденное выше значение ![]() является
расчетным. Действительную величину скорости радиального движения подачи
шлифовальной бабки при настройке бесцентрово-шлифовального станка устанавливают
равной удвоенному расчетному значению, т.е.
является
расчетным. Действительную величину скорости радиального движения подачи
шлифовальной бабки при настройке бесцентрово-шлифовального станка устанавливают
равной удвоенному расчетному значению, т.е. ![]() . Ее и
записывают в операционную карту.
. Ее и
записывают в операционную карту.
При настройке опорного ножа необходимо установить
расстояние ![]() от линии центров шлифовального и ведущего
кругов до центра заготовки (рис. 4.5). Для нахождения
от линии центров шлифовального и ведущего
кругов до центра заготовки (рис. 4.5). Для нахождения ![]() используют
рекомендации паспорта станка. Во многих случаях
используют
рекомендации паспорта станка. Во многих случаях ![]() рассчитывают
по упрощенной формуле:
рассчитывают
по упрощенной формуле:
![]() , мм. (4.16)
, мм. (4.16)
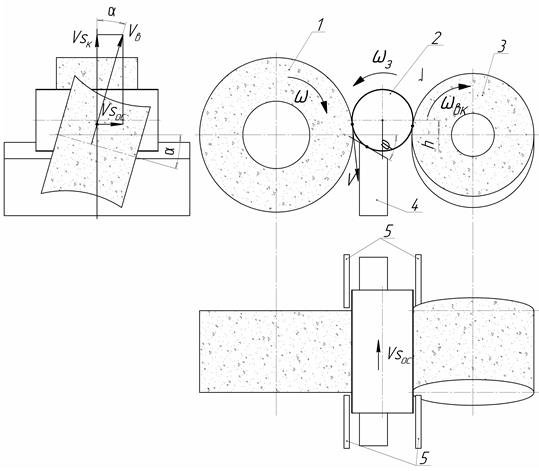
Рис. 4.5. Схема бесцентрового круглого наружного шлифования с осевым
движением подачи: 1 – шлифовальный круг; 2 – заготовка; 3 – ведущий
круг; 4 – опорный нож; 5 – направляющие щечки; ![]() ,
, ![]() ,
, ![]() угловые
угловые
скорости шлифовального круга, заготовки и ведущего
круга; ![]() – скорость
– скорость
шлифования; ![]() – окружная скорость
ведущего круга;
– окружная скорость
ведущего круга; ![]() ,
, ![]() –
–
скорости касательного и осевого движения подачи; ![]() – угол разворота
– угол разворота
оси ведущего круга; h – расстояние от центра заготовки до линии центров
шлифовального и ведущего кругов; ![]() – угол скоса опорного ножа
– угол скоса опорного ножа
4.4. Бесцентровое шлифование с осевым движением подачи
Схема бесцентрового круглого наружного шлифования с осевым движением подачи представлена на рис. 4.5.
Число осевых ходов ![]() для шлифования
кругами высотой 150...250 мм находится из выражения (4.16), согласно которому
при равенстве уточнений
для шлифования
кругами высотой 150...250 мм находится из выражения (4.16), согласно которому
при равенстве уточнений ![]() за каждый ход суммарное
уточнение будет равно:
за каждый ход суммарное
уточнение будет равно:
![]() , (4.16)
, (4.16)
где
![]() ,
, ![]() –
исходная и конечная (допустимая) погрешность формы обрабатываемой и
обработанной поверхности после
–
исходная и конечная (допустимая) погрешность формы обрабатываемой и
обработанной поверхности после ![]() -го хода.
-го хода.
Следует заметить, что минимальный припуск на каждый отдельный ход может быть также определен по известным в технологии машиностроения зависимостям [13] или принят ориентировочно равным 1,1...1,2 исходной погрешности формы обрабатываемой поверхности.
Для упомянутых условий бесцентрового шлифования уточнение
при выполнении каждого хода может находиться в пределах ![]() . В среднем эта величина для длительно
эксплуатируемого оборудования при обработке стальных заготовок составляет
ориентировочно
. В среднем эта величина для длительно
эксплуатируемого оборудования при обработке стальных заготовок составляет
ориентировочно ![]() , для чугунов –
, для чугунов – ![]() . В зависимости от требуемого суммарного
уточнения
. В зависимости от требуемого суммарного
уточнения ![]() по табл. 4.15 можно найти необходимое
число ходов для
по табл. 4.15 можно найти необходимое
число ходов для ![]() . Если, например, требуемое
расчетное отношение исходной погрешности формы заготовки к погрешности после
обработки в целом не превышает 10, тогда из табл. 4.15 следует, что необходимо
выполнить четыре хода бесцентрового шлифования с осевым движением подачи. При
использовании станков с широкими кругами число ходов необходимо
скорректировать, применяя зависимость:
. Если, например, требуемое
расчетное отношение исходной погрешности формы заготовки к погрешности после
обработки в целом не превышает 10, тогда из табл. 4.15 следует, что необходимо
выполнить четыре хода бесцентрового шлифования с осевым движением подачи. При
использовании станков с широкими кругами число ходов необходимо
скорректировать, применяя зависимость:
![]() , (4.17)
, (4.17)
где
![]() – высота круга или набора
кругов, мм. Найденное значение числа ходов
– высота круга или набора
кругов, мм. Найденное значение числа ходов ![]() по формуле (4.17) округляется до ближайшего большего.
по формуле (4.17) округляется до ближайшего большего.
Частотa вращения ведущего круга определяется по формуле (4.14),заготовки – по формуле (4.15).
Найденная частота вращения заготовки (и ведущего круга) для шлифования закаленной стали (30<HRCЭ≤50) может быть уменьшена, умножением на коэффициент 0,6...0,7, а для шлифования незакаленных сталей, чугуна и бронзы – на коэффициент 0,4...0,5.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.