ПРОДОЛЖЕНИЕ ПРИЛ.
|
1 |
2 |
|
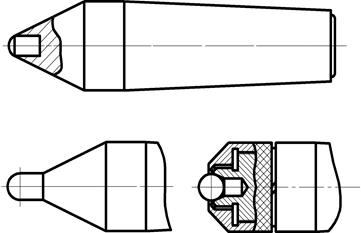
Центры сферические
|
Снижают погрешность установки, компенсируя погрешности центровых отверстий, в том числе отклонение от соосности |
|
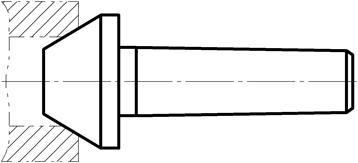
Центр грибковый
|
Используют, если базовыми поверхностями являются центровые фаски (в заготовках с отверстием или выточками диаметром более 15 мм) |
|
Оправки |
|
|
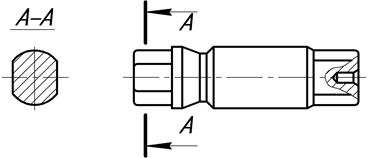
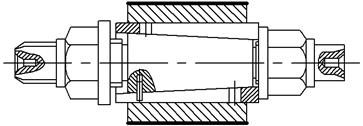
Цилиндрические центровые гладкие (ГОСТ 16213-70) и ступенчатые (ГОСТ 16212-70)
|
Заготовка устанавливается на оправке с зазором. Чем выше требования к соосности базовой и обрабатываемой поверхности, тем выше должна быть точность базового отверстия. Базовые отверстия заготовок могут иметь точность IT4…11 |
|
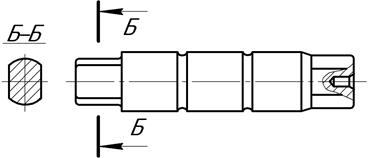
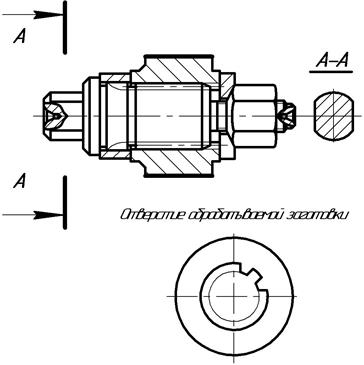
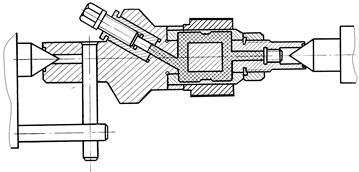
Цанговые (шпиндельные, фланцевые,
центровые) |
Для заготовок с базовыми поверхностями, имеющими точность IT7…10. Изменение диаметра цанги может составлять до 10% его номинальной величины |
ПРОДОЛЖЕНИЕ ПРИЛ.
|
1 |
2 |
|
Зубчатые (шлицевые) (ГОСТ 18438-73, ГОСТ 18440-73)
|
Для заготовок с зубчатыми (шлицевыми) базовыми поверхностями |
|
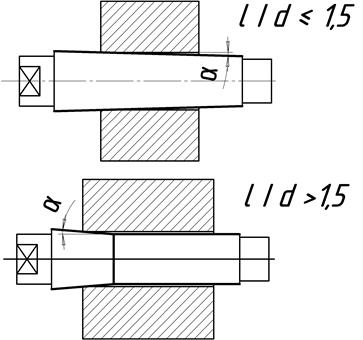
Конические (ГОСТ 16211-70) |
Для установки заготовок, базовые отверстия которых имеют точность не ниже IT9, при выполнении легких работ. Конусность оправок 1: 500…1…5000; для особо точных работ 1: 10000…1…40000 |
|
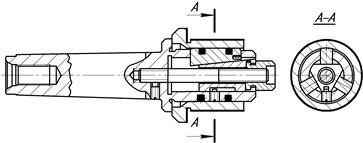
Кулачковые (шпиндельные, фланцевые) (ГОСТ 31.1066.04-97)
|
Ход кулачков может достигать нескольких миллиметров. Поэтому базовая поверхность может быть низкой точности |
ПРОДОЛЖЕНИЕ ПРИЛ.
|
1 |
2 |
|
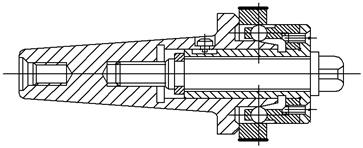
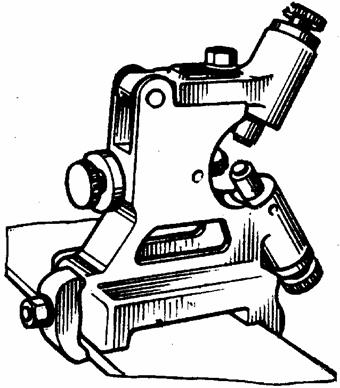
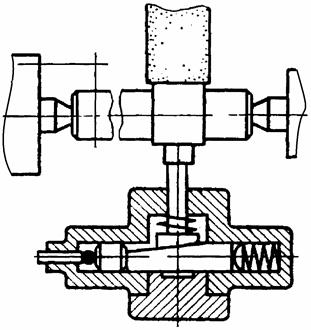
Гидропластовые
|
Одни из наиболее точных оправок, обеспечивающих низкое оклонение от соосности базовой и обрабатываемой поверхностей. Наиболее рациональны для тонкостенных заготовок |
|
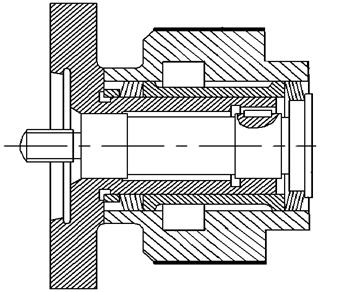
С тарельчатыми пружинами
|
Точность базовой поверхности должна быть не грубее IT11. Часто используется для коротких заготовок |
|
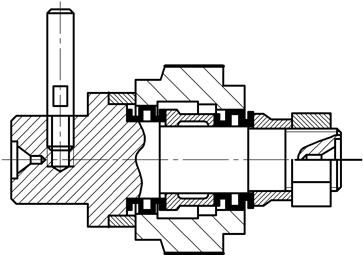
С гофрированными втулками
|
Обеспечивает наиболее высокую соосность базовой и обрабатываемой поверхностей. Точность базовой поверхности должна быть не грубее IT8 |
|
Раздвижные
|
Для коротких заготовок. Допуск диаметра базовой поверхности, устанавливаемых заготовок, может достигать 5 мм |
ПРОДОЛЖЕНИЕ ПРИЛ.
|
1 |
2 |
|
Патроны |
|
|
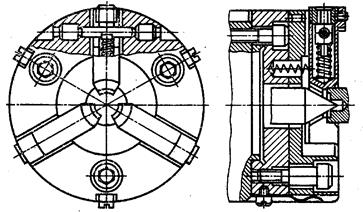
Самоцентрирующие трехкулачковые (ГОСТ 2675-80)
|
Кулачки перемещаются одновременно. Для заготовок, базовые и обрабатываемые цилиндрические поверхности которых соосны |
|
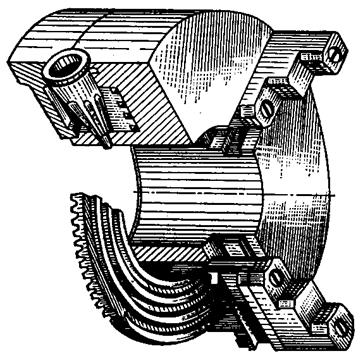
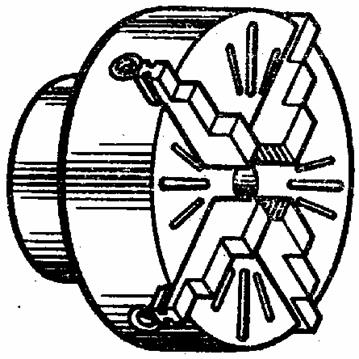
Четырехкулачковые с независимым перемещением кулачков (ГОСТ 3890-82)
|
Кулачки перемещаются независимо друг от друга. Для заготовок не только с цилиндрическими базовыми поверхностями, а также в случае, если базовые поверхности не концентричны обрабатываемым |
|
Поводковые (ГОСТ 13334-67)
|
Для заготовок, обрабатываемых в условиях крупносерийного производства |
ПРОДОЛЖЕНИЕ ПРИЛ.
|
1 |
2 |
|
Люнеты |
|
|
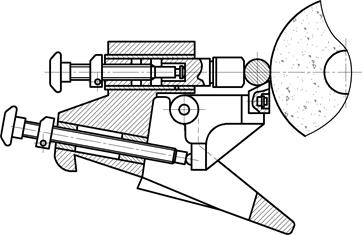
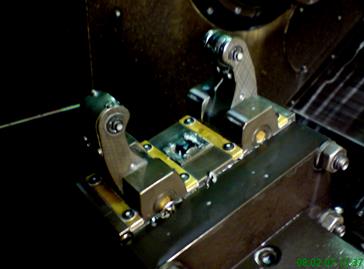
С двумя регулируемыми опорами
|
Для длинных заготовок низкой жесткости типа валов, ходовых винтов. Увеличивает жесткость технологической системы. Опоры взаимодействуют непосредственно со шлифуемой поверхностью |
|
С тремя регулируемыми опорами
|
Опоры взаимодействуют с поверхностью, которая отшлифована ранее. Может выполнять также базирующую роль, заменяя задний центр |
|
Со следящей опорой
|
Обеспечивает постоянное силовое замыкание опоры и заготовки, в т.ч. при изменение диаметра в момент шлифования |
ОКОНЧАНИЕ ПРИЛ.
|
1 |
2 |
|
Самоцентрирующие
|
Исключает индивидуальное регулирование подводимых опор с изменением диаметра поверхности, с которой они контактируют. Обеспечивает центрирование цилиндрической поверхности относительно ее оси |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.