B – ширина шлифования
Назначение скорости касательного движения подачи ![]() . С увеличением диаметра шлифуемой
поверхности заготовки и твёрдости обрабатываемого материала скорость
касательного движения подачи увеличивается, что определяется необходимостью
снижения теплового воздействия процесса шлифования на обрабатываемую
поверхность. Для практических целей наиболее удобно назначать непосредственно
частоту вращения заготовки. Эмпирическое выражение для частоты вращения заготовки
. С увеличением диаметра шлифуемой
поверхности заготовки и твёрдости обрабатываемого материала скорость
касательного движения подачи увеличивается, что определяется необходимостью
снижения теплового воздействия процесса шлифования на обрабатываемую
поверхность. Для практических целей наиболее удобно назначать непосредственно
частоту вращения заготовки. Эмпирическое выражение для частоты вращения заготовки
![]() при шлифовании незакалённой стали (HRCЭ≤30), чугуна, бронзы имеет вид
при шлифовании незакалённой стали (HRCЭ≤30), чугуна, бронзы имеет вид
![]() , мин-1.
(4.1)
, мин-1.
(4.1)
При шлифовании закалённой стали (30<HRCЭ![]() 50)
50) ![]() увеличивается в 1,2 раза, а при
шлифовании закалённой конструкционной стали (HRCЭ>50), нержавеющей, жаропрочной и инструментальной
стали – в 1,5…1,6 раза. Частота вращения заготовки из закаленных сталей
также увеличивается, если не обеспечивается бесприжоговое шлифование (см.
далее).
увеличивается в 1,2 раза, а при
шлифовании закалённой конструкционной стали (HRCЭ>50), нержавеющей, жаропрочной и инструментальной
стали – в 1,5…1,6 раза. Частота вращения заготовки из закаленных сталей
также увеличивается, если не обеспечивается бесприжоговое шлифование (см.
далее).
Таблица 4.1
Припуски ![]() на круглое наружное
шлифование
на круглое наружное
шлифование
в центрах (патроне), мм
|
Диаметр шлифуемой поверхности |
Длина обрабатываемой заготовки, мм |
|||||
|
до 100 |
100...300 |
300...500 |
500...700 |
700...1300 |
1300...2000 |
|
|
6...10 |
0,25 |
0,30 |
- |
- |
- |
- |
|
10...18 |
0.30 |
0,35 |
0,40 |
- |
- |
- |
|
18...30 |
0,35 |
0,40 |
0,45 |
- |
- |
- |
|
30...50 |
0,40 |
0,45 |
0,50 |
0,55 |
0,60 |
- |
|
50...80 |
0,45 |
0,50 |
0,55 |
0,60 |
0,65 |
0,70 |
|
80...120 |
0,50 |
0,55 |
0,60 |
0,65 |
0,70 |
0,75 |
|
120...180 |
0,60 |
0,60 |
0,65 |
0,70 |
0,75 |
0,80 |
|
180...250 |
0,70 |
0,70 |
0,70 |
0,75 |
0,80 |
0,85 |
|
260...320 |
0,80 |
0,80 |
0,80 |
0,85 |
0,90 |
0,95 |
Примечание. Для закаленных заготовок численные значения припуска увеличиваются на 10...15%.
|
|
Назначение
скорости радиального движения подачи ![]() .
Скорость радиальной подачи зависит от диаметра шлифуемой поверхности, снимаемого
припуска, ширины шлифования и поправочных коэффициентов
.
Скорость радиальной подачи зависит от диаметра шлифуемой поверхности, снимаемого
припуска, ширины шлифования и поправочных коэффициентов ![]() .
Расчёт выполняется по формуле, мм/мин:
.
Расчёт выполняется по формуле, мм/мин:
 ,
(4.2)
,
(4.2)
где
![]() – снимаемый припуск на диаметр (табл.
4.1), мм;
– снимаемый припуск на диаметр (табл.
4.1), мм; ![]() – ширина шлифования, равная длине
обрабатываемой поверхности
– ширина шлифования, равная длине
обрабатываемой поверхности ![]() заготовки, мм;
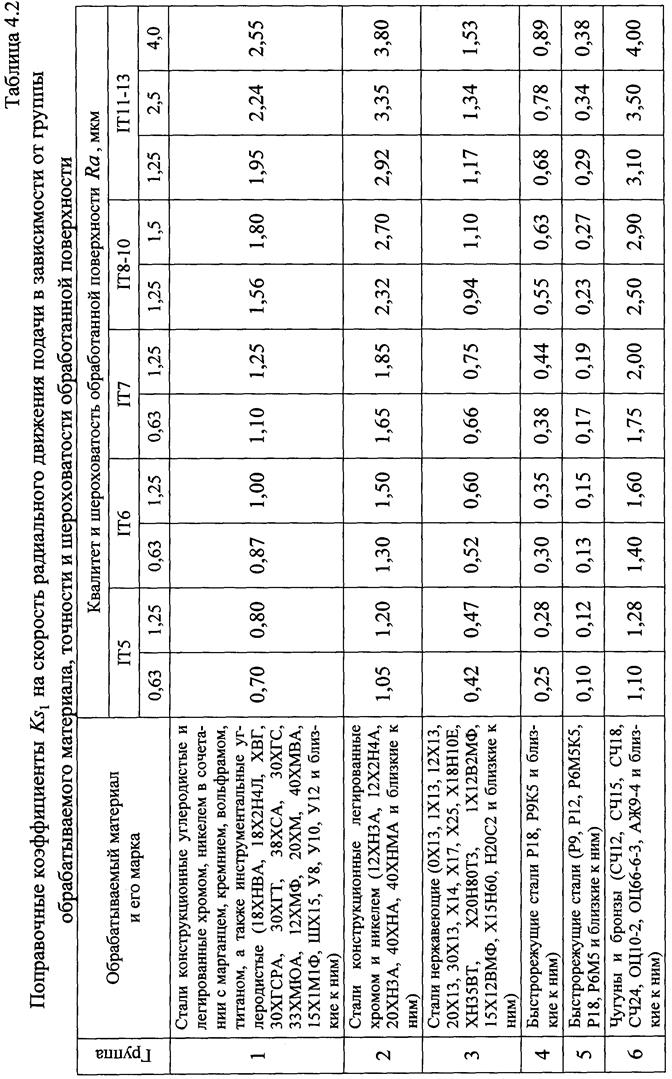
заготовки, мм; ![]() – коэффициент в зависимости от группы обрабатываемого
материала, требуемой точности и шероховатости обработанной поверхности (табл.
4.2);
– коэффициент в зависимости от группы обрабатываемого
материала, требуемой точности и шероховатости обработанной поверхности (табл.
4.2); ![]() – в зависимости от диаметра шлифовального
круга и скорости шлифования (табл. 4.3);
– в зависимости от диаметра шлифовального
круга и скорости шлифования (табл. 4.3); ![]() – в
зависимости от способа осуществления радиального движения подачи и способа
измерения диаметра обрабатываемой поверхности (табл. 4.4);
– в
зависимости от способа осуществления радиального движения подачи и способа
измерения диаметра обрабатываемой поверхности (табл. 4.4); ![]() – в зависимости от жёсткости заготовки и
формы обрабатываемой поверхности (табл. 4.5);
– в зависимости от жёсткости заготовки и
формы обрабатываемой поверхности (табл. 4.5); ![]() – в
зависимости от точности и жёсткости используемого оборудования, что определяется
моделью и сроком эксплуатации станка (табл. 4.6);
– в
зависимости от точности и жёсткости используемого оборудования, что определяется
моделью и сроком эксплуатации станка (табл. 4.6); ![]() – в
зависимости от степени твёрдости выбранного круга (табл. 4.7).
– в
зависимости от степени твёрдости выбранного круга (табл. 4.7).
Ограничения по мощности резания. Мощность резания зависит от диаметра обрабатываемой поверхности, ширины шлифования и скорости радиального движения подачи и рассчитывается по формуле, кВт

![]() , (4.3)
, (4.3)
где
![]() – поправочный коэффициент в
зависимости от степени твёрдости круга и скорости шлифования (табл. 4.8);
– поправочный коэффициент в
зависимости от степени твёрдости круга и скорости шлифования (табл. 4.8); ![]() – поправочный коэффициент в зависимости от
группы обрабатываемого материала (табл. 4.9).
– поправочный коэффициент в зависимости от
группы обрабатываемого материала (табл. 4.9).
Таблица 4.3
Поправочные коэффициенты ![]() в
зависимости от диаметра
в
зависимости от диаметра
шлифовального круга и скорости шлифования
|
Скорость шлифования |
Диаметр круга |
||||||
|
250 |
300 |
350 |
400 |
500 |
600 |
750 |
|
|
30…35 50…60 |
0,60 0,78 |
0,67 0,88 |
0,73 0,95 |
0,83 1,04 |
0,9 1,16 |
1,0 1,3 |
1,1 1,4 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.