Крупные поры выполняют две основные функции: увеличение межзеренного пространства, причем практически каждое зерно имеет «собственную» пору для размещения стружки; улучшение подвода СОЖ (или воздуха при сухом шлифовании) в зону контакта круга с деталью через сообщающиеся поры под действием центробежных сил.
Марка и размеры основной фракции частиц наполнителя или соответствующий им код маркируются на круге. Так, код КФ40 обозначает размер основной фракции порообразователя 0,40 мм, код КФ16 обозначает размер основной фракции 0,16 мм.
Высокопористые круги применяют при шлифовании вязких, высокопластичных сталей и сплавов – нержавеющих, жаропрочных, титановых, цветных; шлифовании сложнолегированных термообработанных сталей, склонных к образованию прижогов; глубинном шлифовании, когда доступ СОЖ в зону контакта круга с заготовкой затруднен; плоском шлифовании торцом круга, при заточке режущего инструмента чашечными и тарельчатыми кругами; шлифовании резиновых и полимерных покрытий.
Выбор связки абразивного инструмента. Абразивные инструменты практически из всех марок материалов изготавливаются на керамической и органической связках. Инструменты из эльбора и алмаза могут изготавливаться так же на гальванической и металлической связках. Области применения инструментов на различных связках приведены в табл. 3.5.
Таблица 3.5
Область применения абразивных инструментов
на различных связках
|
Характер абразивной обработки |
Связка |
|
Все виды шлифования, обеспечивающие высокую точность размеров и формы; хонингование; суперфиниширование |
Керамическая |
|
Плоское шлифование торцом круга, в том числе, собранного из сегментов; обдирка на подвесных станках и ручных машинках; абразивная отрезка; абразивная прорезка; тонкое шлифование; хонингование; полирование |
Бакелитовая |
|
Абразивная отрезка и прорезка; профильное шлифование; бесцентровое шлифование (ведущие круги); полирование |
Вулканитовая |
|
Тонкое шлифование магнитных сплавов; полирование |
Глифталевая |
|
Тонкое шлифование и заточка (иглы, бритвы и др.); полирование |
На основе шеллака |
|
Эластичные высокопористые инструменты для шлифования и полирования преимущественно цветных металлов и сплавов |
Каучуковая, эпоксидно-каучуковая |
|
Заточка, доводка и шлифование режущих инструментов без охлаждения |
На основе полиамидных и фенолформальдегидных смол |
|
Правка абразивных инструментов; высокоскоростное шлифование; внутреннее шлифование малых отверстий; шлифование неметаллических материалов |
Металлическая, гальваническая |
|
|
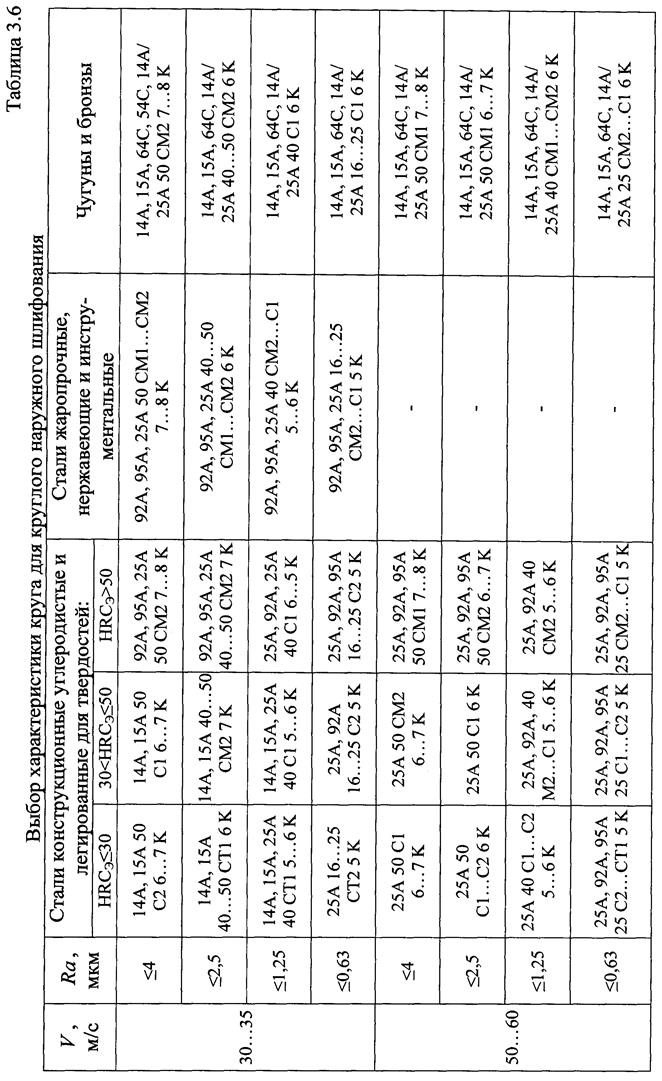
Для круглого наружного шлифования характеристика шлифовального круга (материал абразивного зерна, зернистость, степень твердости, структура, связка) выбирается в зависимости от обрабатываемого материала и его твёрдости, скорости шлифования, требуемой шероховатости обработанной поверхности (табл. 3.6) [7,8]. При шлифовании поверхностей с галтелями твёрдость круга увеличивается на 1…2 степени.
При выборе характеристики кругов для шлифования в центрах с осевым движением подачи рекомендуется принимать твердость на одну степень меньшей, а для врезного бесцентрового шлифования – на одну степень большей, чем указано в табл. 3.6.
4. Назначение режимов шлифования
4.1. Круглое наружное врезное шлифование в центрах
Для круглого
наружного врезного шлифования в центрах (рис. 4.1) назначаются следующие
параметры режима обработки: скорость шлифования ![]() ,
скорость касательной подачи
,
скорость касательной подачи ![]() , скорость радиальной
подачи
, скорость радиальной
подачи ![]() . Назначение этих параметров зависит от
конкретных условий обработки.
. Назначение этих параметров зависит от
конкретных условий обработки.
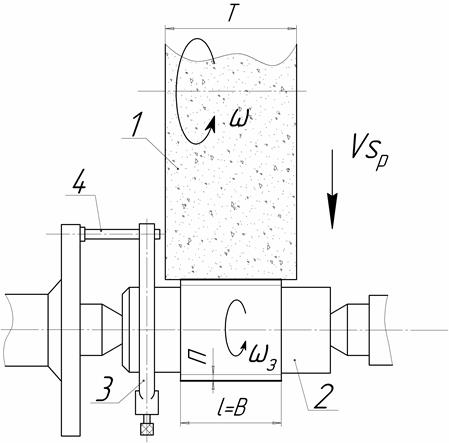
Рис. 4.1. Схема круглого наружного врезного шлифования в центрах:
1 – шлифовальный круг; 2 – заготовка; 3 – поводковый хомутик;
4 – поводок; ![]() ,
, ![]() – угловые скорости, соответственно, шлифовального
– угловые скорости, соответственно, шлифовального
круга и заготовки; ![]() –
скорость радиальной подачи;
–
скорость радиальной подачи; ![]() – снимаемый
– снимаемый
припуск; ![]() – высота круга;
– высота круга; ![]() – длина обрабатываемой поверхности;
– длина обрабатываемой поверхности;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.